轉杯紡紗機紡制C29.5tex針織紗的實踐
張偉耿建波
(臨沂新光紡織有限公司)
摘要:介紹了利用BT903型轉杯紡紗機紡制c29.5tex低捻針織用紗的工藝流程和配棉情況,探討了各工序采取的工藝技術措施及工藝參數。指出:低捻針織用紗完全可以在轉杯紡紗機上紡制。
關鍵詞:轉杯紡紗;針織用紗;原棉指標;工藝參數;成紗質量
隨著人民生活水平的不斷提高,目前,市場開發的新產品別有風格,如用低捻度oE紗織成的針織衫、毛巾倍受國內外消費者青睞,市場需求日益增長。為了滿足市場需求,增加企業經濟效益,提高0E紗的附加值,應客戶要求我公司開發了c29.5tex純棉OE針織用紗,取得了良好的效果。
1工藝流程(以設備型號表示)
A002I)×2→A006C→FAl04A→A036B→A036C→A092A×2→A076C×2→A186F→FA302→FA303→BT903
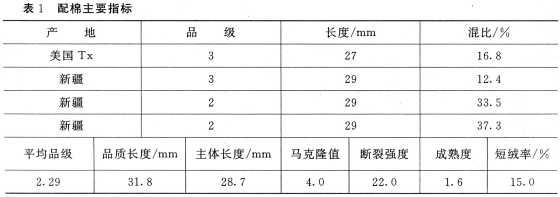
2原料選擇
轉杯紡紗由于成紗機理與環錠紡不同,強力較環錠紗低10%~30%,捻度較環錠紗增加10%~30%。以滿足強力的要求。客戶要求開發C29.5texOE針織用紗為替代CJ29.5tex的新產品,要求條干好、紗疵少,捻度與環錠紡相同,質量要求高,紡紗難度較大。
轉杯紡紗機紡中號紗,既要保證產量,又要保證質量。我們查閱大量資料,研究低捻OE針織紗的配棉要求。認為低捻中號紗的質量首先取決于纖維的特性,尤其是纖維細度、長度、成熟度、斷裂強度最為重要,其次為短絨率和雜質的含量。
我們結合庫存和到棉趨勢,確定了以新疆棉為主,外棉為輔的配棉方案。采取二級棉為主,三級棉搭配,其中二級占70%
3紡紗工藝及主要技術措施
3.1清棉
技術措施:由于OE針織和牛仔用紗共用一套清棉設備,牛仔用紗配棉等級差、纖維長度短、含雜高。設計工藝時必須同時兼顧兩種原棉的不同特點,針織用OE紗對原料的混和要求高。我們充分利用流程中清棉點多的特點,對FAl04A型、A036B型、A036C型機三個開棉打手,配置最低轉速,采取“輕打早落、多松少打”原則,以減少對OE針織用棉纖維的損傷,同時三個清棉點又滿足了OE牛仔低級棉的落雜需要。對成卷機進行改造,配置自調勻整取代天平羅拉裝置,降低棉卷的重量不勻率。抓棉機及混棉機的運轉效率控制在85%左右。工藝配置:成卷打手轉速867r/min;風扇轉速1193r/min;棉卷定量400g/m。質量指標:棉卷重量不勻率O.62%;伸長率2.51;棉卷含雜1.4%;清棉的除雜效率針織用紗為91.5%,牛仔用紗為87.5%。
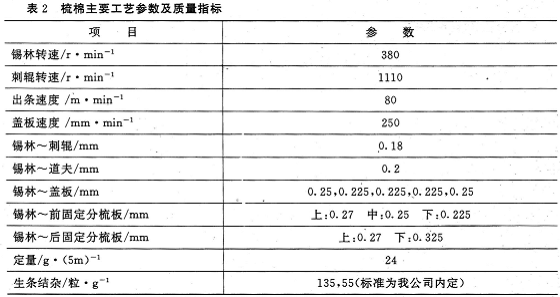
3.2梳棉
技術措施:低速度,緊隔距,強分梳,安裝前后固定分梳板(前固定蓋板3塊,后固定蓋板2塊),加強對纖維的梳理和排除雜質的能力,錫林與刺輥速比為1.77,蓋板速度由180mm/min提高到250mm/min。工藝配置、質量指標見表2。
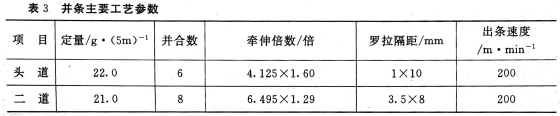
3.3并條
技術措施:低速度,兩道并合,貫徹多并和少牽伸的理論,頭并6根并合,二道8根并合,以改善棉條的條干均勻度。牽伸分配根據系統工程理論配置,采用順牽伸。頭道后牽伸大,二道后牽伸小。工藝配置見表3。
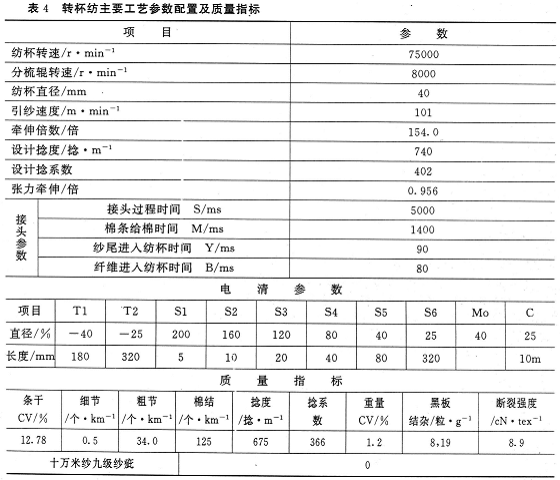
3.4轉杯紡
技術措施:合理選擇紡杯、分梳輥轉速,紡杯轉速應兼顧產量和質量,速度過高,增加斷頭,接頭疵點多,影響布面質量,速度過低,產量低,經濟效益差。分梳輥轉速不宜超過8000r/min,以減輕對纖維的損傷。筒紗重量達3.5kg,卷裝大,張力牽伸應偏大掌握,否則
4結語
4.1純棉29.5tex針織用紗完全可以在轉杯紡紗機上紡制,從而縮短工藝流程,降低生產成本,增加企業經濟效益,滿足市場的需求。
4.2轉杯紡紗機紡制低捻針織用紗的工藝應該積極摸索、積累。
4.3低捻針織0E紗的生產,原料的選擇、混和及條子的質量尤為重要。轉杯紡紗機紡杯、分梳輥的轉速,阻捻盤的選擇非常關鍵,直接影響生產的穩定性、千錠時斷頭率。現在BT903型轉杯紡紗機在紡低捻紗時,可以選用帶有刻槽的引紗管,進一步提高加捻效果,降低斷頭。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


