轉杯紗捻度測試研究
巴塔黃秀寶
(東華大學紡織學院)
目前,轉杯紡紗技術在生產實踐中已得到了廣泛應用,由于其成紗機理同環錠紡紗有顯著區別,因此其紗線結構同環錠紡紗線相比有較大的差異[1-3],但是在生產實踐當中仍在大量沿用同環錠紗相同的捻度測試方法,即退捻加捻法,其測得值同理論捻度或機械捻度之間差異較大。筆者亦曾做過相關試驗,在環錠紗和轉杯紗取相同捻系數的條件下,對同樣紗號不同紡紗方法紡制的紗線捻度進行了測試,試驗結果如表1所示。

注:以上試驗中紗線均取號數制捻系數350。
由表1可見,采用退捻加捻法測試環錠紗捻度時,其捻度偏差率在可接受的范圍內,但當用該方法測試轉杯紗捻度時,其測得捻度明顯低于理論捻度,捻度偏差率較大,這說明采用退捻加捻法測試轉杯紗捻度確實存在問題。因此,有必要分析這一現象并探索一種適合于轉杯紗結構特點、可用于生產實踐的捻度測定方法。
1試驗方法及原理概述
捻度測量方法可分為直接法和間接法兩種,采用直接法的有顯微鏡觀察[4]、示蹤纖維法[5]、黑白紗點數法[6]等。間接方法有各種退捻加捻法、加捻至斷裂法[4]、扭力平衡法[7]等。直接法盡管可真實反映轉杯紗捻度,但耗時且難以在生產實際當中應用。目前,不論是對環錠紗還是轉杯紗,工廠中較常用的是間接法當中的退捻加捻法。根據筆者的試驗觀察,相對退捻加捻法而言,加捻至斷裂法更加適合轉杯紗的結構特點,因此本文主要比較和討論退捻加捻法和加捻至斷裂法。退捻加捻法使用較普遍,其試驗方法和原理從略。有關加捻至斷裂法的介紹比較少,在此有必要對這一方法作一簡要介紹。
加捻至斷裂法試驗方法:一定長度的一段紗線,在一定的張力作用下,固定其一端,另一端由回轉夾頭夾住進行退捻(實際上是退捻一反向加捻)至斷裂,再取相鄰的另一段紗線,在與上次相同張力作用下,固定其
![]()
式中,n1,n2為紗線前后兩次斷裂時,回轉夾頭的回轉數;s為所取紗段的長度。
2原料及紡紗工藝條件
原料:純棉,纖維平均長度為29mm。
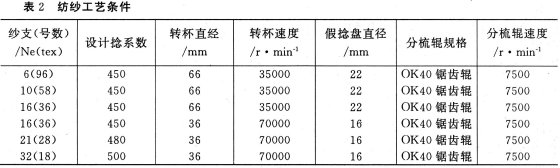
工藝條件:考慮到國內轉杯紡主要的適紡號數范圍為96tex~18tex,所以本文主要對上述號數范圍內的6種紗線進行了測試,其品種及紡紗工藝條件如表2表示。
3試驗
對以上6種紗在Y331型捻度試驗機上分別進行退捻加捻法和加捻至斷裂法的捻度測試,對每個樣紗分別用兩種方法測試100次。兩種試驗所取試樣長度、伸長限位以及預張力均根據退捻加捻法的國家標準。當進行加捻至斷裂法的捻度測試時,需要在Y331型捻度儀上加裝一固定夾頭。由于加捻至斷裂法每次試驗都將使紗線加捻或退捻加捻至斷裂,固定夾頭和回轉夾頭受力較大,因此要保證紗線兩端夾頭的夾持牢度。
4試驗結果及討論
4.1試驗結果
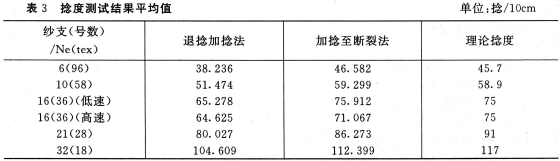
捻度測試結果見表3。
在紗線支數變化的情況下,為了對兩種捻度測試方法所得捻度以及理論捻度間進行比較,首先計算出理論捻度(y1)與紗線支數(x)間的線性擬合方程如下:
y1=30.98+2.74x
再計算出紗線支數(x)同兩種測試捻度(y1,y2)間的回歸方程和相關系數,并分別畫出各測試方法回歸線和理論捻度擬合線。
(1)退捻加捻法測得捻度回歸與理論捻度擬合比較
回歸方程:y2=23.66+2.54x
式中:x——紗線支數;
y2——退捻加捻法測得捻度。
相關系數為:R=O.982
其回歸線和理論捻度擬合線如圖1所示。
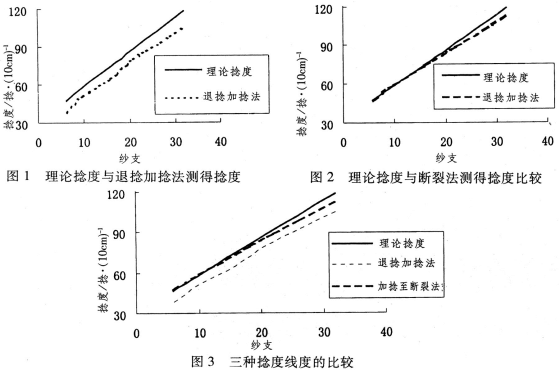
由圖1可見,通過退捻加捻法所測得的捻度值同理論捻度值進行比較,存在明顯的差異。
(2)加捻至斷裂法
回歸方程為:y3=30.92+2.52x
式中:x——紗線支數;
y3——加捻至斷裂法測得捻度。
相關系數為:R=O.973
由圖2可見,通過加捻至斷裂法所測得捻度同紗線理論捻度比較,在16s以下基本沒有差異,在16s以上存在一定差異且這種差異隨紗線支數增加而增在。
(3)兩種捻度測試方法差異顯著性比較
將圖1、2合并到一個圖上,可得圖3。由圖3可見,相對于退捻加捻法而言,加捻至斷裂法測得捻度更加接近理論捻度。為了比較兩種捻度測試方法間差異是否顯著,使用虛擬變量法[8]進行檢驗。引入虛擬變量z,將y2、y3合寫為一個多元回歸方程如下:
Y=23.66+2.54x+7.26Z一0.022xZ
式中,x為紗線支數;Z為虛擬變量,Z=O表示退捻加捻測試方法,Z=1表示加捻至斷裂測試方法;
Y為捻度。
計算出方差分析表如表3所示。
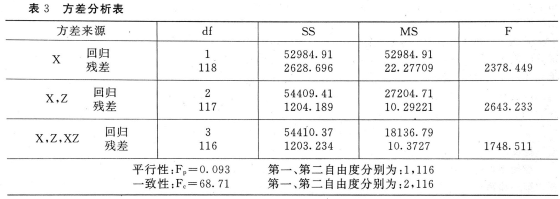
查表得F0.05(1,116)=3.92>Fp=0.093,因此沒有理由拒絕兩種測試方法回歸線的平行性假設,即兩支回歸線之間存在明顯差異,且這種差異是穩定的。
又查表得F0.05(2,116)=3.907<Fp=68.71,因此至少在統計上有理由拒絕兩種測試方法一致性的假設,即兩種測試方法不具有同等效果。
上述檢驗證明,在顯著水平a=O.05時,兩種捻度測試方法之間存在實質性差異。
4.2討論
根據上述結果,轉杯紗兩種捻度測量方法之間存在著明顯的差異,通過加捻至斷裂法測得捻度比退捻加捻法測得捻度要大,它更加接近于轉杯紗理論捻度。導致這一現象的原因分析如下。
從捻度測試原理上講,退捻加捻法對紗線的基本要求是:紗線退捻和反向加捻過程是互逆的,即當紗線退捻時其捻

當通過顯微鏡觀察轉杯紗整個退捻過程時,筆者注意到這樣一些現象:
退捻前,紗芯表面存在三種形式的包纏纖維,第一種包纏纖維對紗線軸向呈90°纏繞在紗芯表面;第二種包纏纖維沿紗線捻向纏繞在紗芯表面,此類纖維同紗芯纖維的區別在于纖維一段在紗芯中,另一段較松散的纏繞在紗芯表面;第三種包纏纖維則以反向捻度的形式包覆在紗芯表面,其形成原因同假捻盤的假捻作用有關。其中,以90°纏繞在紗芯表面的纖維又有兩種形式:一種繞圈密度(單位長度紗線內繞圈數)低,另一種繞圈密度高。
當使用退捻加捻法對紗線進行捻度測試時,可以觀察到正常退捻紗段紗芯表現不存在包纏纖維,而非正常退捻紗段紗芯表面則一定存在包纏纖維。隨著退捻過程的進行,觀察非正常退捻紗段中包纏纖
當使用加捻至斷裂法對轉杯紗進行捻度測試時:對正向加捻至斷裂測試過程而言,當紗線增捻時,只有含第一和第三種包纏纖維的紗段增捻略慢,但由于需將紗線加捻至斷裂,此類包纏纖維的阻力矩最終會被增捻扭矩克服,紗線各段均會得到增捻,直至斷裂;對退捻再反向加捻至斷裂測試過程而言,前一部分,即退捻再反向加捻階段,類似于退捻加捻法,存在紗線各處紗芯捻度解捻和反向加捻不勻現象,但由于最終需將紗線加捻至斷裂,回轉夾頭回轉數較多,隨著反向捻度的繼續增加,也同樣使紗線各段得到增捻,直至斷裂。
由此可見,退捻加捻捻度測試方法的解捻和反向加捻主要發生在正常退捻紗段上,非正常退捻紗段基本上不發生解捻和反向加捻,而加捻至斷裂捻度測試方法,不論其正向加捻至斷裂測試還是退捻再反向加捻至斷裂測試,均可使正常和非正常退捻紗段產生增捻或者解捻再反向加捻,使得這種捻度測試方所測得捻度值比退捻加捻法高,從而更加接近轉杯紗的實際捻度可理論捻度。
另外,試驗當中我們還
根據有關研究結果:捻度傳遞長度會隨實著紗線支數變細而增大[10],而捻度傳遞長度的增加又會使成紗中包纏纖維增加[11];隨著紗支的變細,要求紡杯半徑減小,而紡杯半徑減小同樣會增加包纏纖維比例[11]。包纏纖維比例的增加會增加包纏纖維對捻度測試的阻礙作用,從而使實測捻度和理論捻度之間的差距加大。對加捻至斷裂法而言,盡管較好消除了包纏纖維的作用,但并未能徹底排除包纏纖維的作用,因此,其測得結果同理論捻度還是存在少量差異。
5結論
(1)從上述6個支數的紗線分別使用退捻加捻法和加捻至斷裂法進行捻度測試的結果可看出,這兩種捻度測試方法之間存在著系統性的差異,其中,加捻至斷裂法所測得結果相對退捻加捻法而言,更加接近理論捻度計算值。從加捻至斷裂法測試紗線捻度的原理及試驗結果來看,它更加適合于轉杯紗的結構特點。
(2)紗線中所含包纏纖維比例對兩種捻度測試結果均有影響,當包纏纖維比例增加時,測得捻度同理論捻度間的差異會逐步增大。
參考文獻
[1]P,R,Lord.TheStructureofOpen--EndYarns.T.R.J,1971;41(9).
[2]Kasparek.ThestructureandPropertiesofRotorSpunYarn.TextileMonth,1977;(8);52.
[3]S.Neckar,RotorYarnStructurebyCross—SectionalMicrotomy,T.R.J,1988;11:627.
[4]J,E,Booth.PrinciplesofTextileTesting.NewnesR
[51]張百祥等.轉杯紡紗.北京;紡織工業出版社,1990:111~119.
[6]陳無非等.棉紗捻度試驗方法的研究.棉紡織技術,1982;10(2);40.
[7]Grady,P.L.,Lord,P.R.etat.ATorsionEquilibriumMethodforMeasuringTwistinTextileYarns,TheReviewofScientificInstruments.1976.
[8]AppliedRegressionAnalysisandOtherMultivariableMethods,KleinandKupper,DuxbeuryPress,Boston,Massachusetts,1978:188~199.
[9]J.W.S.Hearle,P.GrosbergandS.Backer,StructrualMechanicsofFibers,Yarnsandfabrics.Wiley,london.
[10]汪軍.轉杯紡紡制竹節花式紗研究.東華大學博士學位論文,1999年12月.
[11]P.GrosbergandK.H.Ho.theGeometryandStrengthofYarnswithSpecialReferencetoRotorSpunYarns.AppliedPolymerSymposia,1977;(31):83~89.
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


