轉杯紡紗疵種類探討分析
熊偉張冶李榮
(新疆尉犁棉麻紡織廠)(新疆大學)(新疆羅布淖爾紡織集團科技開發(fā)部)
0引言
在紡織業(yè)內人士心目中,一般認為轉杯紡不是用來生產高檔紗的設備。而是以破籽、蓋板花、精梳落棉和低棉級棉花為原料,以生產粗號紗為主。產品主要供生產棉包包布和牛仔布使用,其紗疵數量的多少、大小一般不為人們所看重。隨著紡紗技術的不斷發(fā)展,提高轉杯紡產品質量已成為國際國內轉杯紡技術交流會探討的焦點和熱點。轉杯紡紗的紗疵影響轉杯紡紗的質量及后道工序織物的好壞,所以對于轉杯紡紗疵種類的研究,有利于轉杯紡在織物上的合理利用,更有利于將原料進行區(qū)分,以生產不同用途的轉杯紡紗。
1轉杯紡紗疵種類的劃分
1.1根據紗疵出現的幾率分類
從紗疵出現的幾率來分,轉杯紡紗疵可分為常發(fā)性紗疵和偶發(fā)性紗疵。常發(fā)性紗疵一般分為棉結、短粗節(jié)和短細節(jié),該類紗疵通常是由于原料的長度整齊度差、粗細不勻、棉結、葉屑、棉籽表皮、帶纖維籽屑等原料因素在紡紗過程中產生。常發(fā)性紗疵短而小,小而多,一般對后工序加工和織物的影響不大,通常不易清除干凈,但對于高檔織物常發(fā)性紗疵的數量必須控制。偶發(fā)性紗疵一般都表現為長粗、長細,該類紗疵通常是由于生產管理不善、操作不良、工藝設計不合理所造成。該類紗疵大而少,但對后工序和織物質量影響顯著,所以必須清除。
1.1.1常發(fā)性紗疵和偶發(fā)性紗疵與紗線橫截面變化的幾率分布規(guī)律
純棉紗的橫截面變化與10萬米線紗長度的累積頻率見圖1。
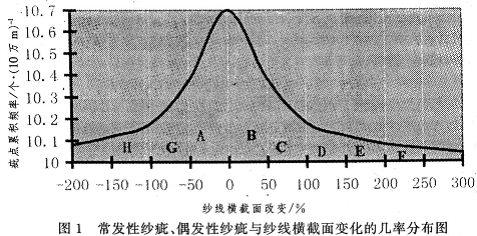
紗紗截面的變化直接影響棉紗紗疵出現頻率。從A、B、C、D、E、F、G、H八個區(qū)域的劃分來分析常發(fā)性紗疵和偶發(fā)性紗疵與紗橫截面變化規(guī)律如下:
(1)從烏斯特條干儀細節(jié)(一50%)和粗節(jié)(+50%)的劃分標準來看,根據紡紗的經驗和纖維拜氏圖可以認定A、B區(qū)域一般是正
(2)根據紗線截面積變化的規(guī)律,從紗線截面變化圖可以得知:常發(fā)性紗疵產生于C、D、G區(qū),在這三個區(qū)域內所產生的紗疵通常是棉結、小而短的粗節(jié)、小的細節(jié)。偶發(fā)性紗疵多發(fā)生在E、F、H區(qū)域。這是由于紗線橫截面變化大,呈成倍增加,這是產生長粗長細的主要原因。
1.1.2常發(fā)性紗疵和偶發(fā)性紗疵與10萬米紗疵圖的關系
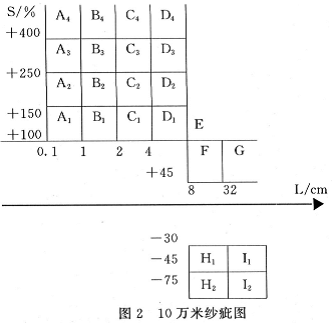
10萬米紗疵圖見圖2。一般的常發(fā)性紗疵在10萬米紗疵圖上,主要表現在A1、A2、A3、B1、B2、B3、C1、C2、C3、D1、D2、H1、H2區(qū)域,偶發(fā)性紗疵在該圖上一般出現在A3、A4、B3、B4、C3、C4、D2、D3、D4、E、F、G、H2、I1、I2區(qū)域,雖然常發(fā)性紗疵和偶發(fā)性紗疵都在A3、B3、C3、D2、F、H2區(qū)域出現,這是因為這些區(qū)域內的紗疵處于小紗疵和大長紗疵的臨界區(qū),常發(fā)性紗疵和偶發(fā)性紗疵均有在這些區(qū)域隨機分布出現的可能。
1.2根據紗疵的性質及危害性分類
轉杯紡紗疵受原料質量、設備、工藝、生產管理的影響,而且這些紗疵對織物的影響又不同。原料產生的紗疵對織物的危害性較小,而設備、工藝、生產管理產生的紗疵對織物的危害性較大。根據紗疵的性質和對織物的危害性輕重,可以將轉杯紡紗疵劃分為原料紗疵、牽伸紗疵和有害紗疵三大類。原料紗疵是由于原棉質量、原棉混配所造成的,原料的長度、細度、整齊度、短絨率、棉結、雜質、索絲、僵片、帶纖維籽屑等物理指標是決定原棉質量的關鍵。牽伸紗疵是由于在生產過程中設備狀態(tài)不良,梳棉機、并條機、轉杯紡紗機的羅拉隔距、前后區(qū)牽伸倍數的配置不恰當而造成的。有害紗疵一般是由于操作不良、通道、轉杯清潔不干凈而形成的,而且在清棉、梳棉、并條和轉杯紡紗上都有產生的可能,而在轉杯紡紗機上產生的幾率最大。三種紗疵對后工序的加工和對織物的危
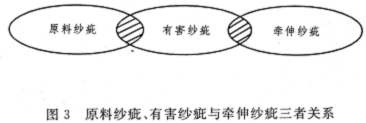
三者之間的關系從圖3反映出來:有害紗疵中既有原料紗疵又有牽伸紗疵;原料紗疵里雖然存在有害紗疵,但數量較少;牽伸紗疵里存在有害紗疵,而且分布的數量較多。所以,在轉杯紡過程中減少有害紗疵和牽伸紗疵是保證成紗質量的關鍵。
通常所指的原料紗疵在紗疵圖上表現為短小紗疵。有害紗疵表現為粗大、細長紗疵,牽伸紗疵表現為粗細、長紗疵。原料紗疵相當部分與我們說的常發(fā)性紗疵類同,偶發(fā)性紗疵大部分與有害性紗疵和牽伸紗疵近似。在二十三級紗疵圖上,上述三類紗疵包括的級類如下:
(1)原料紗疵分布區(qū)域為:A1、A2、A3、B1、B2、B3、C1、C2、C3、D1、D2、F、H1。
(2)牽伸紗疵分布區(qū)域為:c4、D3、D4、E、G、H2、I1、I2。
(3)有害紗疵分布區(qū)域為:A3、A4、B3、B4、C3、C4、D2、D3、D4、E、G、H2、I1、I2。
所以轉杯紡紗疵種類的正確劃分,有利于轉杯紡紗在生產過程中控制原料的選用、工藝配置、設備的維護保養(yǎng),操作管理的改進等,對我們分析生產條件提供了正確的指導,有利于查找紗疵產生的原因、對象與位置,對提高成紗質量和改善布面效果奠定了基礎。
1.3從轉杯紡的外觀目測來分類
該類紗疵一般分為:鋁灰紗疵,油污紗疵和竹節(jié)紗疵。通常這些紗疵只有在轉杯紗織成之后,才容易被人們所發(fā)現。該類紗疵的危害對織物的影響也很重,甚至可以導致布面降等降級,該類紗疵既不是由于原料和混棉不當而產生,也不是由于設備保養(yǎng)不當所產生,它是由于生產管理不當和設備本身部件的質量所致。油污紗疵通常由操作管理和設備管理不當造成,主要表現為設
1.4根據織物染色性能劃分轉杯紗紗疵種類
在轉杯紡紗過程中或轉杯紡產品的檢驗過程中,該類規(guī)律性紗疵只是出現在某一個錠位或某一段紗線長度內,或者是有規(guī)律長片段紗疵,甚至還有由于紗線在生產過程中加捻不勻產生的紗疵,它們只有通過織布染色后才能表現于表面。這些紗疵的種類一般有棉球、白星、染色不勻、橫檔長粗節(jié)等。棉球、白星等紗疵的產生主要是由于轉杯紡紗棉結雜質過多,飛花嚴重,通道不干凈所引起的。白星來源于原棉的棉結較多或梳棉機的分梳不良;棉球是由于紗線通道不光潔,紗線較毛,毛羽多,或飛花嚴重,大而松散棉結是在針織或機織過程中摩擦而產生的。通道的不光潔主要表現于轉杯紡分梳遲鈍,轉杯杯壁毛糙,另一方面是由于飛花較大,附著于紗線內產生。染色不勻在布面上表現為深淺不一,在光下透明程度不同,它主要是由于并條機和轉杯紡紗機牽伸不良,轉杯紡分梳輥卡花,轉杯紡轉杯毛糙掛花和積花所造的;橫檔疵點一方面是由于阻捻頭部分堵塞或者不統(tǒng)一產生的捻度不勻造成的,另一方面是長細節(jié)紗產生的,還有一個方面是由于配棉成分顏色差異較大或混配棉接替時顏色差異較大造成的。這幾種紗疵在染色過程中都會出現色澤不勻,所以產生了橫檔疵點。長粗節(jié)是由于車間飛花、通道掛花、轉杯內積花及分梳輥卡花所造成的,染色紗疵在10萬米紗疵圖內的主要表現區(qū)域如下:
(1)棉球紗疵所處區(qū)域:A4、B4、C3、C4。
(2)白星紗疵所處區(qū)域:A1、A2、A3、B1、B2、B3、C1、C2。
(3)橫檔紗疵所處區(qū)域:H2、I1、I2。
(4)染色不勻紗疵所處區(qū)域:C1、C2、D1、
(5)長粗節(jié)紗疵所處區(qū)域:D2、D3、D4、E、G。
2轉杯紡紗疵與工藝流程之間的關系
轉杯紡紗疵數量、種類的多少不僅與原料、混配棉和設備狀況關系密切,而且還與工藝流程的長短密切相關。生產實踐告訴我們,當轉杯紡紗的原料為100%原棉配棉或者60%以上的原棉為主體的配棉時,工藝流程的長短對紡紗紗疵的影響很小;但是當配棉的主體原料小于50%時,其工藝流程長短對轉杯紡紗疵的影響較為明顯。這是由于纖維長短不一,在運動過程中伸直平行不一致所產生的。以下用兩種工藝流程、兩種配棉來進行紡紗分析。
工藝流程:
(1)清花→梳棉→頭并→二并→轉杯紡;
(2)清花→梳棉→并條→轉杯紡;
配棉狀況:
(1)原棉/落棉:85/15
(2)原棉/落棉/蓋板花/破籽:30/40/25/5
配棉(1)采用(1)、(2)種工藝流程的成紗紗疵情況分別見圖4、圖5。
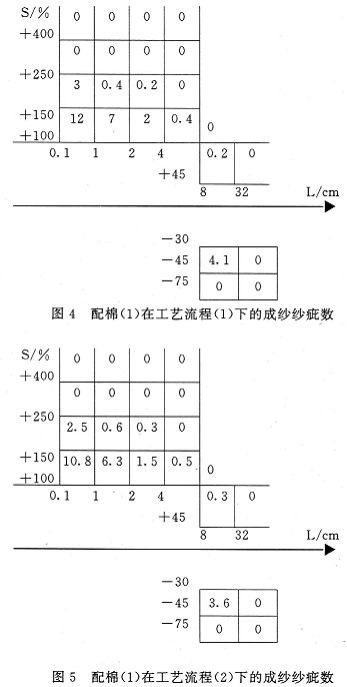
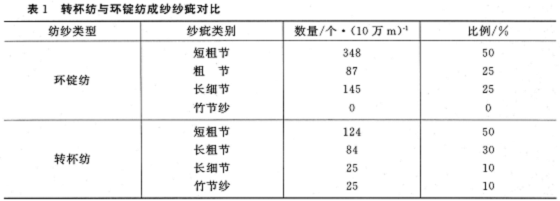
采用以上兩種工藝流程紡制轉杯紗10萬米紗疵反映,第(1)種配棉紡紗其紗疵不受工藝流程的影響。第(2)種配棉采用(1)、(2)兩種工藝流程的紡紗紗疵情況分別見圖6、圖7。
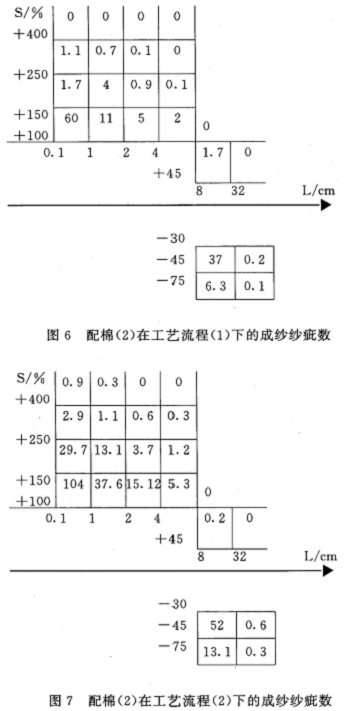
圖6、圖7所示的紗疵分布表明,在原棉配棉較差的條件下,工藝流程越短,轉杯紡紗產生的紗疵越多。
3轉杯紡與環(huán)錠紡紗疵的比較分析
轉杯紡與環(huán)錠紡的成紗原理不同,在使用相同條件的配棉狀況下,環(huán)錠紗的紗疵較轉杯紗的紗疵數量要多,而且有害紗疵也多。
利用相同的配棉成分,并條前工序采用完全相同的工藝流程、工藝參數以及同類設備進行轉杯紡和環(huán)錠紡,其紗疵結果分別統(tǒng)一為四大類:短粗節(jié)、長粗節(jié)、長細節(jié)、竹節(jié)紗。其數量分布見表1。
由表1反映的紗疵數量我們可以清楚得出,在
4結語
(1)據紗疵出現的幾率,可將轉杯紡紗疵分為常發(fā)性紗疵和偶發(fā)性紗疵,常發(fā)性紗疵一般為正常紗疵,偶發(fā)性紗疵為有害紗疵。
(2)根據紗疵的性質及危害性,將轉杯紡紗疵分為原料紗疵、牽伸紗疵和有害紗疵。有害紗疵和牽伸紗疵影響織物布面質量。
(3)根據轉杯紗外觀和其織物坯布外觀將轉杯紡紗疵分為鋁灰紗疵油污紗疵和竹節(jié)紗疵。鋁灰紗疵和油污紗疵影響坯布和漂白織物的質量。
(4)根據轉杯紡紗織物的染色性能,可將轉杯紡紗疵分為棉球、白星、染色不勻和橫檔。該四類紗疵對織物的影響都較大,在紡紗過程中應減少該類紗疵的產生。
(5)轉杯紡紗紗疵數量在原料發(fā)生改變時,應該對轉杯紡紗的工藝流程和工藝參數等作相應的改變,才有利于轉杯紡紗疵數量的減少。
(6)轉杯紡紗疵在同等配棉條件下比環(huán)錠紡紗疵數量少,但轉杯紡竹節(jié)紗疵多于環(huán)錠紡紗。
(7)轉杯紡紗既可生產細號棉紗,也可生產粗號棉紗,尤其是生產粗號棉紗較環(huán)錠紡先進、紗疵少、產量高,配棉要求低。
 相關信息
相關信息 






 推薦企業(yè) 推薦企業(yè)
推薦企業(yè) 推薦企業(yè) 推薦企業(yè)
推薦企業(yè)


 您所在的位置:
您所在的位置:


