用好F16O3型轉杯紡紗機的幾點體會
何耀濤
(湖北津匯股份有限公司)
我公司購置了4臺F1603型轉杯紡紗機,經過一年多來的生產實踐,已經初步掌握了該設備的性能,并結合我廠的具體實際,制定出了一套較為系統的、切實可行的設備維修、質量分析、產品設計和技術改造的方法和制度,先后成功紡制了純棉83tex、58tex、36tex、29tex、T/C58tex、T/R58tex、T58tex、R58tex等多個品種,各項質量指標均達到烏斯特97公報25%的水平(部分指標達到5%的水平)。一年多來,設備運轉正常,產品質量穩定,實施了數項技改,成本消耗得到有效控制,現轉杯紡紗已經成了我公司一個重要的經濟增長點。
1加強設備維修、建立合理的設備維修體制
1.1強化設備的周期管理
我們根據F1603型轉杯紡紗機的性能,并結合我廠的具體實際,在設備維修體制了實行了平、揩、檢三位一體,保全、保養兼管的組織形式,建立了三年一大平,9個月一小平,揩車根據品種的質量要求,季節變化以及原棉含雜等條件來調整周期,一般為每月3次~4次。
1.2做好設備的專件維修工作
紡紗器是轉杯紡的心臟,紡紗器的技術狀態直接影響到成紗的質量、斷頭和生產效率。由此,我們設立了紡紗器專件保全組,由平修隊員兼任,紡紗器平車工作與主機平車分開,每半年一次,這樣一方面有利于提高紡紗器的平修質量,另一方面可縮短平車停臺時間,紡紗器專件保全組除了負責紡紗器平車工作外,還對紡杯、分梳輥、假捻盤及隔離盤等結合件進行檢修,剔除損壞、報廢件,并對新制.f牛進行質量檢測、分類、組合、壓配、加油及校正平衡等工作。
1.3搞好狀態維修工作
F1603型轉杯紡紗機由于在鋼材材質、加工后處理等方面與國外有一定的差距,所以對筒子架、膠輥、紡紗器以及紡紗器內的小電器等進行日常
2加強技術改造
由于F1603型轉杯紡紗機是FA601的系列機型,但較FA601型轉杯紡紗機在整機機架、紡紗卷繞、傳輸裝置以及主機的傳動部分都有很大的改進,特別是采用了目前比較先進的可編程電子技術,使得它能夠在整體的結構設計上基本能與國外的同類型機器同步,但由于該機型的定型時間比較短,在一些局部的設計和制造上難免有一些欠缺之處。我們根據生產實際逐步進行了改進,取得了較好的效果。
2.1卷繞膠圈的改進
由于隨機配用的膠圈彈性過大,材料較差,在紡紗的過程中容易老化,膠落、斷裂,致使筒紗成形受到很大影響,所購膠圈配件也不便于安裝。所以我們對卷繞羅拉上的一對膠圈進行了改進:用1mm厚的丁腈膠圈,然后用801軟膠將膠圈粘在卷繞羅拉兩側的凹槽處即可。經過改進后的膠圈,不會出現脫落和斷裂現象,保證了筒紗成形。
2.2傳輸帶裝置的改進
F1603型轉杯紡紗機的筒紗傳輸帶在運紗的過程中經常跑偏,傳輸帶易與邊條相摩擦,致使傳輸帶運行打頓,甚至出現卡死現象,極易燒毀電機。我們在傳輸帶車尾出口處兩邊各傾斜加裝了一個滾動導輪,導輪與傳輸帶的工作面成45。接觸,導輪的座子安裝在兩邊的墻板上。利用導輪的傾斜角度來自動調整對傳輸帶的作用力,使得傳輸帶不會出現跑偏,卡死現象。另外我們還在車尾的罩殼上加裝了一只清潔毛刷,用作對傳輸帶上的飛花進行清掃,避免飛花帶入到傳輸帶的底層,卡死傳輸帶。
2.3筒子架部件的改進
F1603型轉杯紡紗機的筒子架結合件左右平筒盤外的軸承采用的是60018半封閉軸承,在使用中,特別是在生頭時發現紗線經常走進軸承里去,容易造成軸承卡死,致使左右平筒盤磨損,一方面影響筒紗成形,另一方面增加了配件的消耗。我們改用80018雙封閉軸承后,杜絕了此類現象的發生。另外,針對平筒左盤處的M5×8螺釘容易走出,平筒左盤經常脫落的現象,重新訂做平筒左盤,將M5的螺孔改成左旋,選用M5×8的左旋螺釘相配,很好地解決了一這問題。
2.4集雜箱的改進
F1603型轉杯紡紗機采用車尾風機單獨集塵方式。該設備集雜箱制造工藝、精度比較粗糙,存在著封閉不良,操作不便,尼龍網易磨損、掛破,以及紡紗器著火后尼龍網易燒壞這些弊端。經常發生由于塵雜直接被吸附到總風機濾網上,使得吸雜風量減少,風壓降低紡杯內塵雜較多,斷頭增加,紡紗困難,影響紗線條干,甚至出現較嚴重的粗、細節等。我們對原集雜箱進行了改進,采用25”角鋼,80目/25.4mm不銹鋼濾網,制成新的集雜箱,收到了較好的效果。
3優化工藝配置
轉杯紡紗的關鍵在于氣流的大小。F1603型轉杯紡紗機是自排風式,所以氣流的通道一定要光潔,確保氣流通暢。特別在紡制粗號、低捻以及化纖紗時,紡杯內排氣孔易堵塞,造成工藝排風的負壓降低,直接影響到成紗質量。工藝排風孔外負壓值應保持在300Pa~350Pa,極限值不小于150Pa,由于F1603型轉杯紡紗機錠距較FA601型轉杯紡紗機加大,機器全長較長,故排風設計時應考慮系統漏風,管道局部可能會產生沉淀等因素,配置風機應比機器所要求的風量增加20%~30%。
充分地分解棉條中的纖維,除掉棉條中的雜質,是紡好轉杯紗、降低斷頭的保證。分梳輥型號和速度的選擇與原棉含雜、纖維的性質、棉條定量、紡杯速度選擇和型號配備等有著
通過對原棉回潮、含雜,熟條的定量,紡杯、分梳輥的不同選型和速度,各種假捻盤的假捻效應,隔離盤的角度,轉杯紗的捻系數,給棉板與膠輥的壓力等工藝參數對成紗質量的影響做了大量的工藝實踐和研究后認為合理的工藝選擇是紡出較高質量轉杯紗的關鍵,只有這樣才能發揮出F1603型轉杯紡紗機的最大優勢。
4加大新產品的開發力度
由于F1603型轉杯紡紗機適紡性強,加七該機采用了變頻調整、同步帶傳動及PC機控制等,在進行品種翻改或工藝試紡時較為方便、簡單,這為我們開發更多的新品種提供了很大的便利。在市場競爭日益激烈的形勢下,應開發出更新穎,具有更高附加值的轉杯紗。我們通過在紡杯凝棉槽中設置一點或數點阻尼點和周期性地改變給棉速度,試制出了20mm~30mm的竹節紗以及星花紗,現正在研究試制轉杯紡氨綸包芯紗。
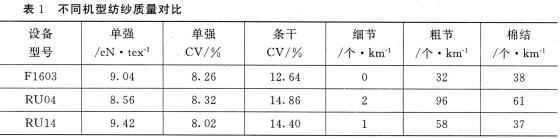
在轉杯紗新產品的開發上,我們徹底地摒棄以往轉杯紡只能紡制低級紗,轉杯紗只能用來織一些厚重織物的觀念,在紡制了純棉83tex、58tex、36t.ex紗后,我們將產品的開發方向定在細號、非棉類產品的開發上,先后試制生產出T58tex、T36tex、T/C58tex、T/R58tex、R58tex、C29t:ex等品種,各項質量指標均達到烏斯特97公報25%~50%的水平。表1是同一熟條在不同機型轉杯紡紗機上紡制C58tex紗的質量對比。
5結語
雖然F1603型轉杯紡紗機在設備的穩定性、可靠性以及某些局部設計上與進口設備還有一定的差距
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


