引進BT902和BT9O3型轉杯紡紗機的生產實踐
謝來祥劉貴卿耿建波
(山東新光股份有限公司)
我公司原有環錠紡4萬錠,轉杯紡600頭。為了落實三年時間淘汰1000萬枚落后紗錠的國家政策,我公司于1998年12月砸掉1萬枚紗錠。剩下的清梳、并粗、絡筒及附屬設備如何處置,我公司經過對市場充分調研,認為:(1)我國擁有棉紡4600萬紗錠,轉杯紡61萬頭。壓縮1000萬錠后,轉杯紡的頭數占環錠紡約1.7%,而全世界共擁有轉杯紡729萬頭(統計1995年底止)占環錠約4.7%。可見,我國的比例與世界相比,尚有一定的差距;(2)2001年我國加入WTO,這給勞動密集型的中國棉紡行業帶來機遇和挑戰。與國際接軌,參與國內外市場競爭是經營決策者投資的基本點;(3)轉杯紗適用于牛仔服裝,穿著舒適、瀟灑。流行全世界,男女老少皆宜。牛仔服裝有重磅、中磅、薄型、超薄型。根據不同季節織造廠大量需求不同號數106tex~18tex、不同品種的OE紗。因此,市場前景看好,可以說長久不衰;(4)根據我公司多年來純棉()E紗生產經營情況看(見表1),OE紗的產量逐年提高,銷售穩定,經濟效益可觀。

由此,公司果斷決策,處理掉粗紗機、絡筒機,余下的清梳、并粗及附屬設備配置轉杯紡紗機,形成一條新的0E紗生產線,擴大OE紗的生產能力,以滿足市場的需求。
1轉杯紡紗機的選擇
在利用現有前紡設備的條件下,決定了產品的檔次、銷售方向。就世界范圍講,該設備大致分三個檔次:
(1)高速。紡杯速度高達15萬r/min,具有自動接頭、落紗、生頭、電子清紗、上蠟、定長、機電氣一體化等功能,可以紡細號紗,出口免檢。
(2)中速。紡杯速度達9萬r/min,具有半自動接頭,人工落紗、生頭、電子清紗、定長等功能,可以紡中號紗,大卷裝,中高檔產品深受用戶歡迎。 <
(3)低速。紡杯速度達6萬r/min,人工接頭、落紗、生頭,可以紡粗號紗。
根據我公司的經濟實力,前紡設備的配置及客戶定位,經研究宜選擇中速。即優選BASEtex公司的BT902型和捷克Elitex公司的BD—D2型。根據兩家公司提供的設備資料,技術、性能和價格對比情況見表2。
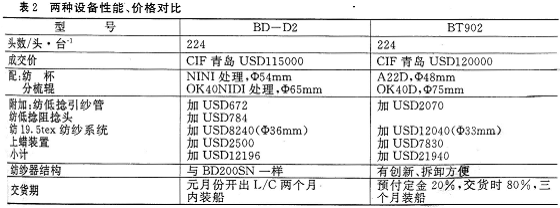
該項目經過兩家公司競爭,最后我公司確定選擇BASEtex公司生產的BT902型機兩臺(240頭/臺)。該設備于1999年5月10日投入運轉,機械狀況基本正常,棉紗各項指標滿足客戶需要。
2成紗質量
投產以來不同時期生產C83.3tex紗的成紗質量指標分別見表3、表4、表5。
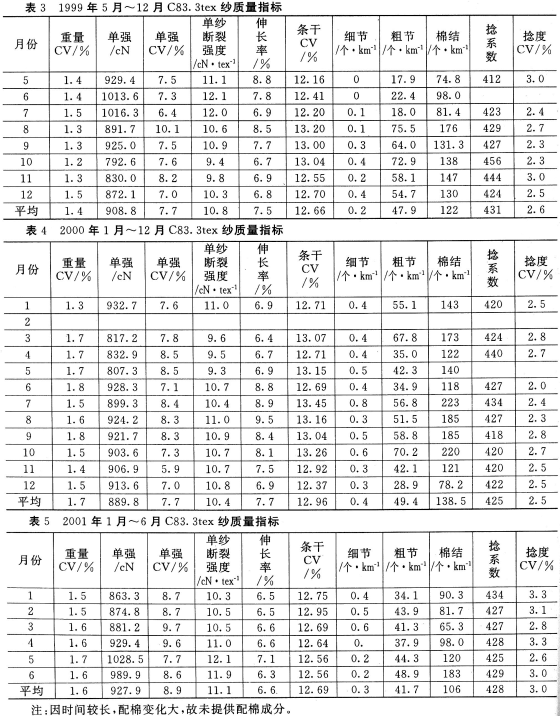
從以上兩年的統計資料可見,各項指標穩定在USTER97公報5%-25%水平。1999年進入下半年,一直到2001年上半年,兩年中轉杯紗產量盡管月增加190噸,產品始終供不應求,預見今后銷售情況仍然看好。增加OE紗生產線,為公司獲得了較好的經濟效益。
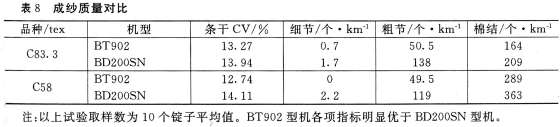
3BT902型機與BD200SN型機紡紗對比
BT902型機與BD200SN型機采用同一配棉、同一工藝流程紡紗。
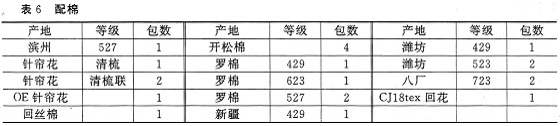
3.1配棉(見表6)
3.2工藝流程
A002D×2→A006CS→FA104A→A036CS—A036BS→A092A×2→A076C×2→A186F×16→FA302×4→FA303A×4→BT902×2
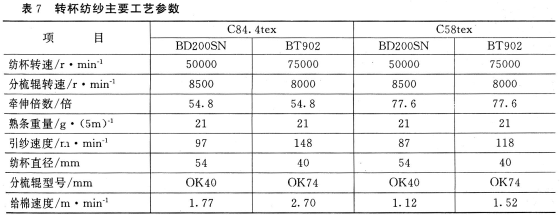
3.3轉杯紡紗機主要工藝參數(見表7)
3.4試驗結果(見表8)
4設備存在的問題
該設備運轉至今已有兩年之久。對其設計、安裝、維修保養等有
(1)該設備引紗速度可以高達170m/min,但是,當我們開到100m/min以上時,該設備就發生無規律的左右(人面對機器)擺動,因此,潛伏著設備使用壽命問題。經與制造商交涉,到現場觀察分析,認為兩邊導紗桿因防疊左右運動,由于隨機瞬時可能出現同向或反向運動,當同向時產生共振,即發生左右擺動。為此,制造商在車頭內兩導紗桿之間加了一根連桿,以消除共振源,擺動問題即解決。以后該公司推出BT903型,設計時增加了此裝置。
(2)電腦顯示屏主要藝術參數突然會變化。如紡杯速度、喂棉速度、牽伸倍數,為了防止質量事故的發生,我們規定工藝參數每天三班交接,盡管制造商更換了電腦主板,此后已正常,我們仍然執行開始的規定。
(3)主電機皮帶易斷裂。壽命短的一個月,長的半年。研究其原因:①選擇皮帶的材質不能適應負荷240頭/臺(BT903型機已更換);②每次斷裂時間都發生在開關車,如停電、掃車。為此我們規定當開車前必須打開一半(間隔)數量的紡杯,以減輕設備的負荷。此后效果明顯。
(4)給棉羅拉軸承不到半年兩臺全部更新,什么原因不清楚,只能判斷是次品,制造商均給以補償。
(5)由于高速,紡杯軸承易壞,紡杯與軸承壽命不配套,自己更換軸承使用時間不長,即紡杯與軸承發生滑動,磨損活絡通道。兩年中紡杯全部更新。為了延長使用壽命。我們采取措施:①紡杯速度定在75000r/min(高速度,擋車工手工接頭難以保證質量和接頭成功率);②停止使用7007航空潤滑脂,改用供應商指定的進口ISOFLEXPDP48潤滑脂;③根據我公司兩年來的品種及配棉成分特點,加強了對設備的潤滑保養周期管理,如縮短周期,高溫季節再縮短。
(6)無級變速裝置一年后易發生故障。主要是軸承易壞,導致給棉變速,造成質量事故。該裝置杭州聯發
(7)給棉開關易壞。主要原因是焊接質量差。5棉條桶運輸問題
BT902型轉杯紡紗機喂入棉條桶規格是φ400mm×900mm,設備長度為31265mm,從并條到轉杯紡紗機車頭或車尾運輸路線太長,工人勞動強度大,因此,應該考慮運輸方法:①地面鋪設軌道;②地面鋪設大理石;③自制或購買無錫生產的棉條桶運輸車。目前我們有兩種,即①②兩種形式。
6填平補齊,充分發揮清棉機的生產能力
增加OE紗生產線的實踐證明公司的決策是正確的。2001年3月,我們又引進一臺BT903型轉杯紡紗機。該項目利用車間空地,前紡只要增加四臺梳棉機,兩節并條機,屬投資小,見效快的好項目。該設備投入生產后,平均84.4tex,日產11噸,產品仍然供不應求。
7BT903型機優于BT902型機的主要幾個方面
BT902型轉杯紡紗機進人中國市場不久,瑞士立達(收購捷克。BASEtex公司)即推出新一代BT903型轉杯紡機。該設備的設計在BT902型機的基礎上主要作了以下五個方面的改進。
(1)增加了半自動接頭裝置。根據我們的實踐,認為紡杯速度高達70000r/min~80000r/min時,依靠人工接頭很難保證質量,而且接頭成功率低,擋車工上崗周期長,練兵造成的次紗損失太大。BT903型機設計了具有獨創的半自動接頭裝置,解決了用戶的上機難的問題。因此,用了BT903型機之后,擋車工不需要崗前長時間培訓即可以上崗。而且接頭效率高,達到全自動轉杯紡機的成紗質量。在此,要強調的一點是關于接頭工藝的設定,需要根據不同的品種、捻度摸索出合理的參數。它對于接頭質量、接頭效率影響較大。接頭工藝有四個參數:①接頭過程時間s;②喂棉時間M;③
(2)增加了IQ型電子清紗器。該裝置是立達自行設計的,屬于光電式。他們認為光電式與電容式檢測相反;在紡紗過程中它不受纖維種類和相對濕度等因素的影響,因為由電容的變化而導致重量的變化,自然會影響到測量的正確性。光電式是測量紗線的直徑,在一個光靈敏的掃描單元中,隨著光投影的光強變化的傳感原理,被測紗線置于光發射區和紗線輪廊陰影的掃描單元之間。紗線直徑是由光通量來決定的,傳感器將它轉換成電信號。
IQ清紗對于紗線質量監測的應用是一個獨特原理的全新系統。對于掃描紗線系統,使用一種現代半導體光學元件的特征,被稱之為CCD傳感器——視覺元件。它將光學數據轉換成電信號,通過掃描器或數碼讀出裝置,CCD的表面排列已廣泛用于可視數碼相機的讀出影像。
IQ清紗根據紗疵直徑的偏離和長度的設定值。該系統設計了11個獨立的紗疵分級通道:s(s1-S6)一短粗節6個;T(T1一T2)一細節2個;Mo一規律性紗疵;C一支數偏差;JP~檢驗接頭質量。用戶在設定工藝時,可以參考該說明書推薦的“寬、中問和嚴”三種。我們的原則是:保證質量,滿足客戶需要,兼顧生產效率。
(3)給棉和引紗部分由機械傳動改為變頻調速。該系統可以在設備運轉的情況下,通過顯示屏任意設定工藝參數。正如國內大部分工廠將BD200SN型機變速箱、給棉改為變頻調速一樣,大大減少故障,深受保全、運轉歡迎。
(4)由于該機型配置了電子清紗器,因此與之配套了巡回吹風裝置,使紗線通道、機面始終保持清潔狀態。
(5)紡杯軸承滾珠含有更加耐磨的陶瓷滾珠,而且為了更加有利于高速,紡杯
8低捻度針織用紗生產嘗試
當我們的客戶得悉BT903型機已投入運行的時候,他們立即要求配合開發低捻度的29tex針織用紗。當配棉(品級229)、工藝設定上機后,出現的最大問題是BT903型機斷頭太多。經咨詢應該更換帶螺旋的R7RS型阻捻頭和帶定捻器的引紗管。技術人員根據這一原理,找出報廢的(表面已經磨成螺旋式)鋼件R7型阻捻頭,上機后效果明顯。經測試條干CV為13.35%(5%水平),細節3.5個/km(25%水平),粗節61.5個/km(25%~50%水平),棉結196個/km。該品種一共生產了45噸,售價2萬元/噸,經濟效益可觀。各項試驗指標(22次)平均值見表9。

9結束語
瑞士立達公司生產的(制造國捷克)BT902型轉杯紡紗機屬于過渡性機型,如果企業享受國家免稅(進口稅6%、增值稅17%)政策,選擇BT903型轉杯紡機是比較經濟的,更要考慮的一點是該公司的售后服務、零配件供應令用戶滿意。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


