低捻腈綸轉杯紗的生產實踐
全勤李樹勇
(河南豫北紡織有限責任公司)
我分廠使用德國RU-4604型轉杯紡紗機生產的低捻腈綸OE紗,其結構蓬松、條干均勻,用于針織起絨織物其絨面豐滿、厚實、絨毛豐富。但由于腈綸纖維蓬松、吸濕性差,在生產過程中易產生靜電、可紡性能比棉纖維差。我們通過合理選配生產工藝、調整車間溫濕度等措施,順利紡出用戶認可的低捻腈綸98.4texOE紗。
1工藝流程(以設備型號表示)
FA002→A035AS→A036BS→A092AS→A076E→FA201→A272F→RU→4604
2各工序生產過程中所采取的措施
2.1清棉工序
由于腈綸原料中含雜很少,故清棉工序采用“多松少打、多梳少落、薄喂輕打”的工藝原則。
根據腈綸纖維吸濕性差、易產生靜電等特點,適當提高儲棉間和清棉車間的相對濕度,一般控制在70%~75%左右。當腈綸原料回潮低于1.8%時,采取在圓盤中噴水霧的辦法來提高原料的回潮率,降低纖維電阻,改善其導電性能。我們在試紡階段,一度采用噴抗靜電劑的方法來改善纖維的導電性能,但使用一段后轉杯中易積聚一層薄粘物質,不利纖維在凝聚槽中的并合與凝聚,且成本也相對增加。故我們試噴水霧,發現效果也較理想。實際上只要適當提高原料的回潮和車間的相對濕度,一般不用噴水霧就能正常生產。
為了減輕打手對纖維的損傷,提高梳理程度。我們跳過A035AS型機的小豪豬,并將A036BS型機豪豬的刀片打手改為梳針打手,減少打擊和提高梳理程度。
將棉卷寬度從980mm減為880mm,適當增大成卷機緊壓羅拉和棉卷加壓制動器的壓力,防止棉卷爛邊和層粘現象。試紡時一度曾使用加裝繞腈綸粗紗
2.2梳棉工序
針對轉杯紡對梳棉的工藝要求,盡可能將雜亂的纖維梳理成單纖維狀態,并盡量減少因纖維轉移不良損傷纖維和造成棉結增加。錫林與刺輥表面速比為2.O,錫林轉速為330r/min,減少纖維的損傷,增強纖維自刺輥向錫林的轉移。嚴格核準錫林與道夫之間的隔距,并將蓋板隔距調為O.25mm,O.23mm,O.23mm,O.23mm,O.25mm。
由于腈綸棉條蓬松粗大,易堵塞圈條盤輸棉通道。試紡時將圈條盤“s”輸棉通道改為直管輸棉通道,但棉條成形不良且需要增加圈條盤的儲量,不利棉條質量和降低成本。故我們適當減輕生條定量(干重18.072g/5m),大小喇叭口直徑減為5mm和3mm,并適當加快圈條盤的轉速,使棉條易通過圈條盤的“S”輸棉通道。采取上述措施后效果較為理想,但換桶后擋車工需要用手將棉條頂在囤條盤面上,以增大棉條從圈條盤“S”輸棉通道出來的拉力,使棉條順利通過圈條盤的“S”輸棉通道,一般只需頂半分鐘左右即可。
為便于剝取棉網順利成條,我們加裝了膠圈導棉裝置。并適當提高梳棉車間的相對濕度(一般在75%以上),減少導棉圈上靜電的產生,以利于棉網的順利輸送。
2.3并條工序
并條工序采用頭、末道并合工藝流程,頭道為六并合,末道為八并合。為使腈綸纖維經并條工序后充分伸直平行,隔距采用22.5mm×13mm×17mm,同時采取較大的后區牽伸,頭道并條為1.797倍,末道并條為1.438倍。
為了防止棉條堵塞圈條盤輸棉通道,將棉條定量適當減輕為:半熟條干重為17.785g/5m;熟條干
腈綸在并條工序易纏繞膠輥,增加生產難度。故并條車間的相對濕度不能太高,一般控制在70%左右。定時更換膠輥,將換下的膠輥用中性洗衣粉水清洗后再用清水洗凈晾干,可解決纏繞膠輥的現象。
2.4轉杯紡工序
此工序主要應解決千錠時斷頭數高、擋車工接頭困難、筒子成形不良等問題。
根據用戶對成紗捻度的要求,我們所紡低捻腈綸98.4texOE紗的實測捻度控制在280捻/m以下。由于捻度低,出紗速度和卷繞速度較高,擋車工接頭困難且筒子架震動很大。首先將轉杯速度降到35000r/min,并將直徑48mm的轉杯更換成直徑65mm的轉杯,解決了擋車工接頭難的問題,并且改善了成紗質量。
在解決千錠時斷頭數較高的問題時,我們對Ks型螺旋假捻盤和KN4型刻槽假捻盤進行了對比試紡。認為用KS型螺旋假捻盤比用KN4型刻槽假捻盤較容易接頭,但千錠時斷頭數沒有用KN4型刻槽假捻盤低。
分梳輥采用S21DN型紡化纖用分梳輥,轉速調到7000r/min,對成紗條干CV值、粗細節和棉結指標都有利。
筒子成形不良主要是因為卷繞速度太高,造成筒子架震動所致。我們將筒子架下的緩沖器拆下重新進行維修,用自制的尼龍骨架和牛皮將原緩沖器中的摩擦環(使用時間長后已基本失效)更換,增加緩沖器的緩沖能力,解決了筒子震動造成的成形不良。
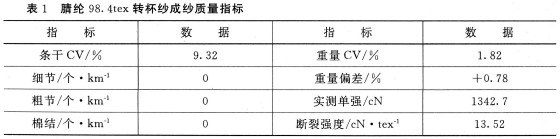
3主要成紗指標(見表1)
4結語
在紡制此類腈綸紗時,我們認為主要應控制好原料回潮,如果回潮在1.8%以上,基本不用噴水霧就能正常生產。而車間內部的相對濕度應偏高掌握,一般在75%左右為好。如果噴防靜電劑,則在清棉、梳棉和并條工序紡紗情
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


