純亞麻轉杯紗的紡制
王啟祥
(銅陵華源麻業有限公司)
亞麻纖維具有吸濕散熱快,光澤柔和、絕緣性好,耐酸堿及抗菌等優良的性能和獨特的風格,其紡織品已廣泛應用于服裝、裝飾及產業領域。作為制取亞麻長紡原料(打成麻)過程中落下的“粗”纖維,亞麻原料廠稱之為“一粗”和“二粗”的纖維,以及不能用于亞麻廠生產的較次的亞麻莖經初加工處理的纖維,習慣上稱為“亞麻棉”。可將此類纖維在棉紡設備上與棉、粘膠等纖維混紡,生產亞麻含量在50%以上19.4tex~53tex的紗,國內多家企業在這方面做了大量的工作,產品質量與檔次均有大幅提高,得到消費者的歡迎。多年來我公司一直致力于亞麻短纖維紡紗的研究,我們利用亞麻下腳廢料開發了純亞麻短纖維轉杯紗。
1亞麻二粗纖維紡紗性能分析
亞麻制取打成麻過程產生的下腳中含有15%左右的短纖維,需除雜后才能獲得,從打成麻下腳料中獲得的短纖維即稱為“二粗”。二粗纖維的質量、強度、分裂度、手感與干莖質量相對應,雖經亞麻打成麻進行了一級開松除雜處理,但其可紡性仍很差,我公司進口的雨露麻二粗纖維質量檢測指標為:纖維平均長度154mm(最長的超過500mm);纖維分裂度3.48tex;含雜率11.9%(最高達32%);平均回潮率12.8%。從這些指標可以看出,無論采用何種方法紡紗,均要對亞麻二粗纖維進行預處理。長期以來,國內外大多采用機械方法進行多次梳理、除雜,以大幅度降低雜質含量、控制纖維平均長度和短纖率、減少纖維細度,從而提高亞麻二粗纖維的可紡性,滿足成紗質量要求。
亞麻二粗通過機械方法進行預處理,基本上可滿足目前國內常規的亞麻棉混紡紗的生產要求。但對于生產亞麻短纖維的細號混紡紗(與棉、粘膠混紡)、
針對這種情況,近年來,我們采用了對亞麻二粗纖維先進行化學脫膠處理再進處機械加工二者結合的工藝技術,實現了根本性突破。生產的亞麻纖維品質優良,同時還可根據不同的紡紗系統要求,實行不同的處理工藝,實現了亞麻短纖紗的順利生產。亞
2亞麻二粗纖維的預處理
2.1理論依據
亞麻單細胞纖維只有20mm~30mm,很難用于直接紡紗。在紡紗工程中均以工藝纖維(束纖維)的形式出現,也就是說,亞麻纖維的成紗中仍存在連接各單細胞纖維的伴生物(俗稱膠體),亞麻原莖采用生物或化學的方法進行第一次脫除膠質,主要是分解、破壞連接大纖維束與大纖維束之間、韌皮與木質部之間的膠質,使纖維束得到初步的分離,經打麻加工得到亞麻長紡原料——打成麻。
在亞麻長麻濕紡中,纖維的分裂度5.56tex~2.86tex仍不能滿足紡高質量細紗的要求,仍要對粗紗進行第二次脫膠(即亞麻粗紗煮漂)提高分裂度,增加可紡性能。
目前二粗纖維的使用,基本上都是干紡,其紡紗條件對纖維的各項物理指標要求更嚴,如果按傳統的機械加工方法,強行反復打斷、劈開、梳理纖維,使其在長度、細度等指標方面適應紡紗的加工,只能是顧此失彼。實踐表明,如果只采用機械方法處理亞麻二粗纖維,只能是有限度地增加纖維的分裂度,一般不會超過1.43tex;會增加纖維的短絨率;增加纖維的外觀疵點,如麻粒增加;而且并不能改善纖維表面性能。鑒于此,我們選擇先對亞麻二粗纖維進行膠質脫除,使纖維達到一定的分裂度后,再進行輕度開松處理。兩者都兼顧了除雜、排塵,更為科學合理、更為有效。
2.2預處理工藝
2.2.1工藝路線
亞麻二組→帶水裝籠→預酸處理&#
2.2.2關鍵工藝參數
用堿(NaoH)量與膠質脫除量和纖維分裂度成正比,與纖維的工藝長度和束纖維強力成反比,根據用纖要求,要慎重掌握。
(1)預酸處理:濃度1g/L~1.5g/L(H2SO4),溫度50℃±5℃,時間1.5h,浴比1:7。
(2)煮煉:NaOH用量(對原料)5%~12%(根據不同要求選定),三聚磷酸鈉2%,水玻璃1%,純堿1%,壓強20Pa,浴比1:10,時間2.5h。
(3)給油:乳化油8kg~15kg(300kg原料),純堿6kg,肥皂(溶)2kg,溫度100℃,時間1.5h~2h,浴比1:8。
(4)漂白(選擇工序):根據用戶需要,如需半漂的亞麻紗(或混紡),可采用亞氯酸鈉或次氯酸鈉進行漂白處理。此法不僅可漂白纖維,同時降低亞麻二粗纖維的木質素含量,提高可紡性。
(5)梳理、除雜:根據原料含雜情況,清彈機和氣流回收排雜機結合使用,盡量減少清彈機處理遍數,較為合理。
2.2.3預處理后亞麻短纖維的質量指標
平均長度28mm~40mm,回潮率12%~14%,短絨率(16mm以下)10%,纖維分裂度1.18tex~O.71tex,含雜率1.5%以下,麻粒(結)40個/g以下,目測總體質量為:手感柔軟,疵點少,分裂度高,可滿足純紡紗及細號混紡紗要求。
3紡紗工藝
近年來,我公司用亞麻二粗纖維批量生產了干紡95.2tex純亞麻轉杯紗,目前對55.6tex以上中粗號紗的生產工藝較成熟。55.6tex以下較細紗號的紡紗工藝仍需進一步摸索,實
3.1工藝流程
亞麻短纖→LA004型開清棉機組→A186C型梳棉機→FA305并條機(二道)→BD2000SN型轉杯紡紗機
3.2工藝技術要點
(1)清棉。貫徹“少打、多梳、多混、少落”的工藝原則,麻卷輕定量、短定長、加防粘粗紗。
(2)梳棉。采用較慢的刺輥速度,減少損傷纖維;蓋板花的量要偏大掌握,盡可能多排除短絨;蓋板錫林的分梳隔距為0.25mm,O.23mm,O.20mm,O.20mm,O.23mm,因麻纖維的抱合力差,易出現掉網,可采用下托板或安裝導棉裝置,以達到順利成條。
(3)并條。采用“緊隔距、重加壓、多并合”的工藝;
為防止膠輥帶花,纖維預處理工序應合理選擇油劑種類和給油量,而且并條膠輥采用重酸進行表面處理。
(4)轉杯紡。紡杯選用低轉速:31000r/min;合理選擇分梳輥針布規格,以有利于麻纖維的分梳;超長纖維纏繞阻捻盤及排雜孔堵塞,易產生10cm~30cm的粗節紗,要注意預防。
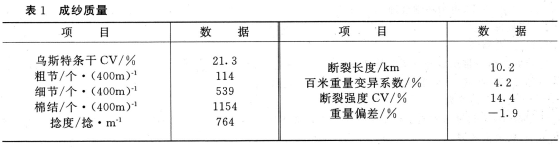
4成紗質量水平
以65.9tex純亞麻紗為例,轉杯紡紗順利,臺時斷頭能控制在50根以下。成紗條干均勻,外觀疵點少,強度能滿足后加工要求。成紗質量情況見表1。
5結語
通過化學脫膠和機械加工的方法處理亞麻二粗纖維,使之能夠生產中、粗號純亞麻轉杯紗,開拓了亞麻二粗纖維的使用領域,大大地提高了其產品檔次和附加值,具有廣闊的市場前景。同時,此種方法也可推廣到亞麻長紡干紡紗的生產中,從而降低其紡紗號數,提高成紗質量,使部分亞麻紗的生產不需經成本相對較高的濕紡線來完成,可為企業創造良好的經濟效益。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


