MJS8O2H型噴氣紡紗機的生產實踐
靳湘燕赤陽
(河南省焦作市紡織廠)
MJS802H型噴氣紡紗機是日本村田公司生產制造的較為成熟先進的新一代產品,其特點有三:(1)采用四羅拉雙短膠圈超大牽伸;(2)采用高效雙噴嘴加捻器;(3)紡紗速度高適紡范圍廣,花色品種多。我廠自1997年引進5臺噴氣紡紗機生產以來,通過對工藝質量操作及檢修保養不斷改進和探索,取得較為滿意的效果,同時積累了一定的經驗,現將有關生產實踐體會作一介紹,僅供參考。
1原料品種工藝流程
原料:1.56dtex×38mm翔鷺滌綸短纖和229新疆棉
品種:T/C50/5018.3tex
工藝流程(以設備型號表示):
![]()
2簡明工藝參數
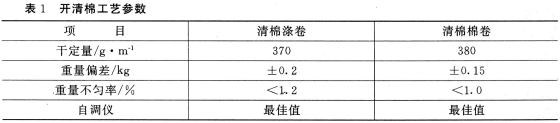
2.1清棉工藝及質量要求
正確使用自調勻整儀,著重提高各機運轉率,保證除塵系統良好運行,杜絕滌卷粘連。開清棉工藝見表1。
2.2梳棉工藝及質量
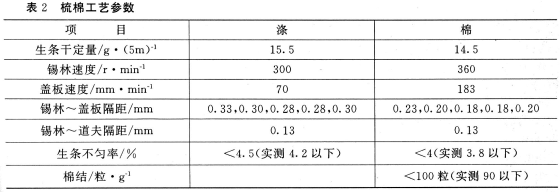
梳棉工序盡可能采用輕定量、緊隔距、強分梳工藝,滌適當降低錫林刺輥速度,在不產生錫林繞花前題下,盡可能減少錫林蓋板隔距。梳棉工藝參數見表2。
2.3并條工藝及質量
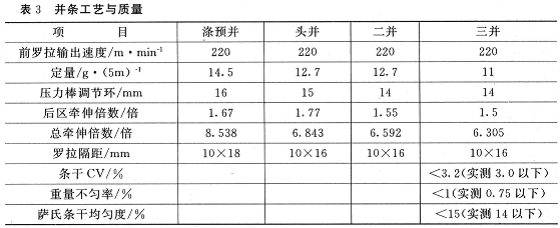
并條采用滌預并,它對于改善滌條及混紡條質量,準確控制混紡比大為關鍵。牽伸分配注意在后區配置適當大的后牽伸,條干CV基本控制在3%左右,重量不勻率穩定在0.75%以下,為噴氣紡提供了優質合格的條子。并條工藝及質量見表3。
2.4噴氣紡工藝
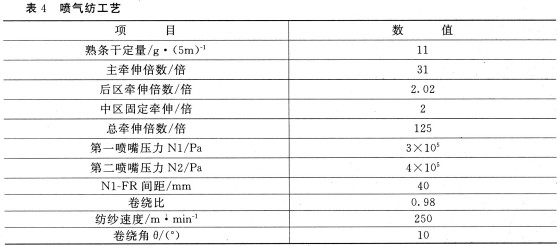
噴氣紡紗速度快,牽伸倍數大,因此在生產中若工藝配置不當造成堵噴嘴、繞膠輥、繞羅拉現象,繼而形成惡性循環,造成膠輥中凹、起溝槽,牽伸不開斷頭高,條干差,所以噴氣紡工藝配置非常重要。針對以上情況,我們采取相應措施,把熟條定量由13.1g/5m改為11g/5m,噴嘴壓力N1和N2進行正交試驗,
實踐表明:后區牽伸倍數對成紗均勻度有顯著影響,經試驗,后區牽伸不宜過大,應充分發揮前區作用,后牽伸過大,易發生長周期不勻,而主牽伸倍數過大易發生短周期不勻,棉條定量綜合考慮牽伸分配與生產供應,盡量偏小以輕定量掌握為宜,噴嘴壓力的大小決定噴嘴中渦流轉速的大小,直接影響成紗質量,因此,N1/N2合理設定尤為重要。噴嘴壓力應根據紗線用途以強力和織物風格為目標作優化試驗而定,卷繞比與N1-FR設定應由紡紗號數及相應要素而定。成紗質量統計(見表5)
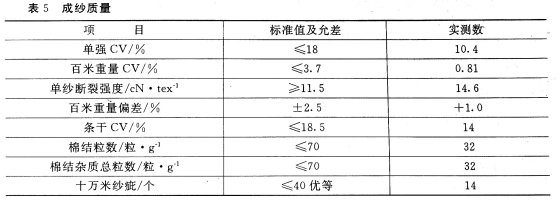
由表5可見,質量指標基本達到烏斯特97公報25%水平,但由于噴氣紗結構的特殊性,其強度指標尚待提高。
4操作及質量管理
MJS802H型噴氣紡紗機能否高效率生產,操作及質量管理必須不斷上水平。我們重點抓了以下幾項工作:
(1)梳并固定供應,嚴格執行生條輕重搭配,熟條黃白搭配,做好一條龍生產。
(2)使用高強度有韌性的塑料管,以減少菊花芯、攀頭等成形不良筒子紗的產生。
(3)按清潔進度表做好機臺衛生,保持牽伸區上吸塵三點及松紗風管暢通無阻不脫落。
(4)接頭操作不允手動進棉出紗,以防小辮子紗,處理集棉回絲后,噴嘴帽位置要正確落到位。
(5)黃燈亮后及時清理濾網內短絨及回絲,同時要關閉打結小車。
(6)擋車工、維修工隨時檢查膠輥膠圈狀況,按分檔標志及要求更換使用,杜絕亂調亂換。
(7)嚴格防捉疵,維修工、擋車工充分利用電腦監控數據,隨時排除問題,減少斷頭,
(8)單機臺氣壓要穩定在7×105Pa左右。以減少因氣壓過小或波動造成的弱捻線(強力不勻)。
(9)空調改善為噴氣紡車間單獨送風,實行排風再利用,便于調節。溫度控制在23℃~28℃,濕度控制在48%~54%(高溫高濕季節,溫度在26℃~31℃,濕度在48%~58%)。基本滿足生產要求。
(10)噴氣紡紗機機后棉條按品種及需要量合理安排分段,減少運輸及操作過程中毛條的產生。
(11)穩定噴氣紡工序擋車工和維修工隊伍,并定期進行操作培訓。
5設備維護及保養
MJS802H型噴氣紡紗機屬20世紀90年代國際先進紡紗機,機電儀一體化、自動化程度較高,其設備的維修及保養工作關系到噴氣紡生產好壞,經幾年來的生產實踐,體會如下。
(1)堅持狀態維修和定期維修相結合,實行每班、日、周、月、三個月及六個月的點檢項目及保養工作。
(2)以保證質量節約成本為前提,采用國產膠輥(無錫和天津市)硬度邵爾A75度~80度。直徑28mm+1mm.并根據生產品種分別進行酸和涂料處理,膠輥、膠圈要按周期處理、更換。
(3)為保證各機風管暢通,排氣順利,在自排風主管道加裝FC6—48-11.5A型排塵通風機。
(4)為保證和提高壓縮空氣質量,在空壓機房輸氣管加裝U型過濾器(自制),以降低壓縮空氣中的油、水、雜質含量。
(5)機內空壓機管、空氣過濾器濾芯清洗及污油分離器堅持每3個月做一次清洗或更換。電子清紗器檢測頭6個月清洗檢修一次,確保靈敏度。
(6)維修工承包機臺,單機臺效率、質量綜合考核,獎罰兌現。
(7)運轉維修工作好巡檢項目,對電腦監控儀的維修忠告,逐臺逐錠解決。
(8)每三個月對噴嘴進行部分保全一次,清
6生產效果
成紗各項指標比較看好,棉紗條干優于環錠紡,用戶較為滿意,下游產品布面豐滿光潔,不起球且耐磨。生產效率由原來的83%提高和穩定在97%左右,臺班產量由104kg提高到133kg,使我廠生產能力得到有效發揮,噴氣紡產品成為我廠特色品牌。
7結束語
(1)合理的工藝配置是生產的基礎和保證。
(2)對熟條質量要求較高,條干CV控制在3%以下,重量不勻率控制在0.8%以下。
(3)消化掌握引進設備性能,加強點檢與有針對性的維修保養相當重要。
(4)重視擋車工操作要領和素質培訓。
(5)控制好溫濕度,穩定氣壓,提高壓縮空氣的質量,以提高生產效率和保證生產質量。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


