FA621型轉杯紡紗機紡制低捻起絨紗的實踐
李寧
(川江機械制造有限公司)
0前言
滌棉混紡紗具有手感好、強力高及斷裂伸長好等優點,許多廠家均作為其主要產品。轉杯紡滌棉紗,主要是吸收環錠紡的回花、回條及清梳中一些下腳,再加上部分低級棉。轉杯紗強力比環錠紗低,且轉杯紡紡滌棉原料時,滌綸化纖容易產生靜電,纏繞分梳輥,所以,轉杯紡滌棉紗難度較大,而紡低捻起絨紗難度則更大。
在FA621型中頻轉杯紡紗機上,采用特殊的紡紗器配置及采取一定的工藝措施試紡滌棉低捻紗,取得很好的效果。現將T/C50/5058.7tex轉杯紗生產實踐總結如下,以供參考。
1原料及工藝措施
1.1原料配置
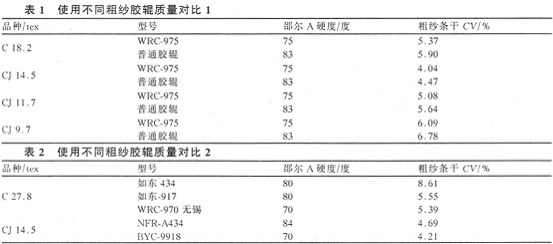
在整個原料配置中,采用滌50%,棉50%的配比。其中滌綸的規格見表1。棉纖的配比情況見表2。
1.2工藝流程
采用并條混和,具體工藝流程如下:
滌(T):A002型圓盤抓棉機一A305型混開棉機一A036C型豪豬式開棉機一A092C型雙棉箱給棉機一A076C型單打手成卷機一A186C型梳棉機
棉(C):A()02型圓盤抓棉機一A305型混開棉機(配有氣流除雜)一A036C型豪豬式開棉機一A092C型雙棉箱給棉機一A076C型單打手成卷機一A186C型梳棉機
滌生條、棉生條:FA305C型并條機(混一并)一FA305C型型并條機(混二并)一FA621B型中頻轉杯紡紗機一1332M型絡筒機(配QS一8型電子清紗器)
1.3工藝措施
1.3.1清梳
T/C50/5058.7texOE紗捻度較低,要求紗線起絨,紗線強力較低,因此在清棉工序中均貫徹“勤抓少梳、多松少打”的原則。棉纖盡量在清棉工藝中多落大雜,少傷纖維。
在梳棉工藝中降低道夫速度和生條定量,以加強分梳

1.3.2并條
由于滌長配及棉生條短絨較多,因此在保證清梳半制品質量的前提下,在并條機上放大后區隔距及后區牽伸倍數,并減輕條重,以利于牽伸。并條質量檢測結果見表4。

2轉杯紡紡紗器配置及工藝參數
2.1紡紗器配置
根據用戶要求,T/C50/5058.7tex0E紗捻度較低,紗線要求起絨,所以我們在紡紗器配置時,采用S型(φ48mm)紡杯,OK61型分梳輥及八槽金屬假捻盤的配置,為降低斷頭率和提高成紗質量,我們采用低捻裝置。低捻裝置原理簡介參見圖1。
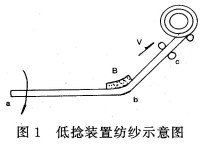
根據統計分析,轉杯紡紗過程中斷頭主要在成紗形成過程一段,即80%~90%的斷頭在轉杯口至引紗管部位(ab段)。
正常紡紗時,紗線捻度由ab段直接傳遞到bc段,紗線ac段平均捻度為:T=![]()
在引紗管b處增加一阻捻器B,生頭時,紗線ab段捻度增加,由于b處阻捻器B的作用,捻度并沒有直接從ab段傳遞到bc段,而是bc段捻度減少,即ab段捻度高于bc段捻度。此時,ab段捻度Tab=T+△T。
在紡紗時,尤其紡捻度要求較低的紗線,由于阻捻器B的作用,增加了ab段捻度,提高ab段紗的強度,從而使生頭成功率提高,降低紗線的斷頭率。
根據不同紗線質量要求,我們對B分別設計成光面型和不同角度螺旋槽型,從而滿足用戶的各種要求。
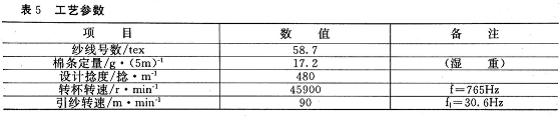
2.2工藝參數(見表5)

2.3成紗檢測
T/C50/5058.7texoE紗成紗質量檢測結果見表6。

2.4紗線斷頭統計
通過對該機正常紡紗兩小時的統計,其斷頭情況見表7。

根據成紗質量及斷頭情況,T/C50/5058.7texOE在FA621B型轉杯紡紗機上試紡效果很好,其成紗質量好,且速度高、效益高,是轉杯
3經濟效益分析
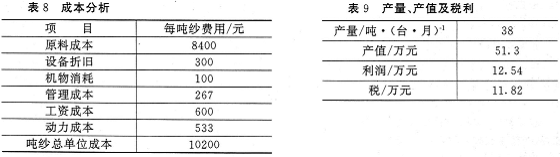
按當時市場計價,該廠所購滌小化纖單價為7800元/噸,所購原棉623單價為11000元/噸,再加上環錠紡所產生的回條、回花及部分下腳,綜合折算原料成本價為10200元/噸左右,T/C50/5058.7texOE紗現市場售價為1.3萬元/噸,單臺機每天產量1.3噸左右,四臺車同時生產該產品,效益極其可觀,成本分析見表8。利潤情況見表9。
4結論
(1)T/C50/5058.7texOE紗在FA621B型轉杯紡紗機上試紡取得了成功,為用戶成功開發了一個新產品。
(2)FA621B型轉杯紡紗機在原料較差的情況下,能紡出較高質量的紗,且斷頭較少,取得了較好的經濟效益。
(3)FA621B型轉杯紡紗機速度高、卷裝大、成紗質量優良。該機取消傳統龍帶,而是采用單錠單電機、驅動轉杯,動氣浮軸承支承,使用維護極其方便。該機適用范圍較寬,為用戶提供了廣闊的選擇天地。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


