BD2OOSN型轉杯紡紗機產量提高的幾項措施
李連福
(青島華捷紡織股份合作公司)
轉杯紡作為有別于傳統環錠紡的一種新型紡紗,其優越性在從事紡織業的人士中已幾乎是人所共知。隨著技術的不斷完善、新機型的不斷推出以及其產品適用范圍的不斷擴大,其發展前景相當廣闊。我公司現有捷克產BI=)200SN型轉杯紡紗機22臺,產品質量較高且穩定,用戶遍及大江南北,且包括幾家國內頂級的名牌廠家。因此,在產品供不應求的情況下,如何在穩定的前提下提高產量就成為擺在我們面前的一個重要課題,為此,我們采取了以下一些主要措施。
1提高轉杯轉速
大家知道,轉杯紡紗的引紗速度與紡杯轉速成正比,因此,提高轉杯速度是增加產量的一個直接的途徑。我公司BI)200SN型轉杯紡紗機轉杯直徑有兩種型號:φ66mm轉杯和φ54mm轉杯。前者的速度有31000r/min,36000r/min和40000r/min三檔,后者則有45000r/min,50000r/min、55000r/min和60000r/min四檔。自從我公司投產以來φ66mm轉杯常規產品只用36000r/min,個別花色紗還用過31000r/min,而φ54mm轉杯則一直用45000i/min一檔,因此提速空間很大。我們先對φ54mm轉杯進行提速試驗(試驗品種C36.4tex),由45000r/min提到50000r/min,在同機臺同錠號下進行對比試驗,在配棉成分、紗線號數和捻度不變的情況下,通過多次試驗得出的數據見表1。
在關鍵指標黑板條干的檢測中,發現提速后條干略有下降,并且粗節有所增加,這跟我們的預測是比較吻合的。因為隨著轉杯速度的提高,在捻系數不變的情況下,引紗速度必然提高,而喂棉速度也會跟著提高。這樣,由于分梳輥速度(7000
本著上述分析的結果,我們將分梳輥轉速由原來的7000r/min提高到7500r/min,其他條件不變,我們又重新進行了試驗,有關數據見表2。
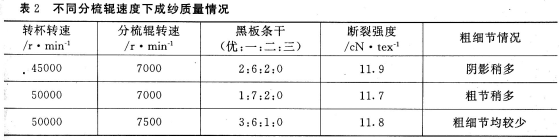
從黑板條干看,效果很明顯,粗節、細節明顯減少,均勻度大為提高。但這并不意味著提高紡杯速度就必須提高分梳輥轉速,也不意味著分梳輥轉速越高對成紗的質量也越好。隨著分梳輥轉速的提高,對纖維的損傷也會越嚴重,從而不可避免地會對成紗的強度造成影響。在我們隨后進行的對~P66mm紡杯由36000r/min提到40000r/min的試驗中(所試品種為c36.4tex),發現提速前后的成紗條干、斷強、粗細節等幾乎沒有任何變化,因此我們沒有將分梳輥提速再作試驗,這當然也考慮到了節約用電的問題。
至于分梳輥轉速多大合適,筆者認為應多個方面考慮,一方面應取決于轉杯負壓,也就是與轉杯速度有關,不能無限制地提高,這方面有關專家已作過詳細論述。另一方面,同樣的紡杯速度下,不同紡紗品種,有時也要取不同的分梳輥速度。我們曾紡過80tex紗,由于喂棉速度快,為1.8m/min,是C36.4tex喂棉速度的3倍多,在分梳輥速度為7000r/min時,發現有較多的竹節紗,分梳輥轉速提高到7500r/min后,竹節現象便消失了。因此分梳輥轉速的選擇應綜合考慮,紡杯速度、紡紗品種、成紗條干、成紗強力甚至成紗棉結雜質等,以最終生產出滿足用戶要求的紗為原則。
2提高加捻效率
以較低的設計捻系數獲得較高的實際捻系數,從而取得較高的引紗速度,提高產量。
我公司的BD2000SN型轉杯紡紗機有兩種假捻盤可供選用(R4型和R10型)。R4型的圓
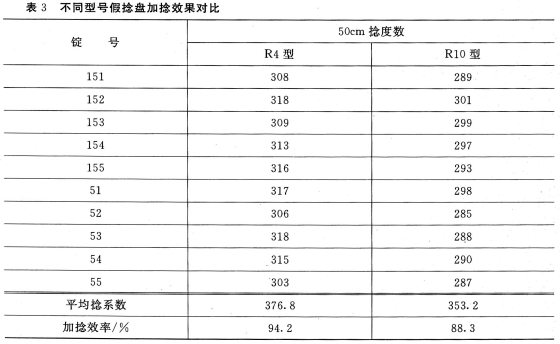
顯而易見,R4型假捻盤的加捻效率比R10型約高6個百分點,這就意味著,為了獲得同樣的捻系數,用R4型假捻盤時的設計捻系數可以比R10型約減少6個百分點,從而其引紗速度可比R10型的高約6%。這樣,產量也就自然提高6%。但這樣做有沒有弊端呢?我們在其他工藝完全相同的條件下,做過多次試驗,情況表明,兩者比較成紗質量基本是相當的。只是在斷頭率上R4型假捻盤比R10型的要高,分別是28根/千錠·h和12根/千錠·h。當然,斷頭率高,紗的接頭多一些,擋車工的勞動強度也會稍大一些,但好在28根/千錠.h的斷頭率也并不算高,甚至也可以說是一個較低的斷頭率。
為什么R4型假捻盤的加捻效率比R10型的高呢?在此,我們不妨順便作一下解釋。
首先,我們要知道捻回損失的原因是什么?眾所周知,從紡杯凝棉槽中剝離的紗條,通過紡杯轉動而獲得捻度。從理論上講,紡杯每轉一周便有一個捻度。在加捻過程中,紗中產生扭應力,該扭應力可直達轉杯紗的剝離點,并且經過剝離點而進入凝棉槽中,傳遞一小段長度,此長度叫捻回傳遞長度,在紡杯的凝棉槽中,只有剝離點處的須條才達到了紗線設計的粗細,其他部分離分離點越遠的,纖維越少,形成一個錐細尾。因此,在紡杯凝棉槽中的捻回長度內,還要在已加了捻的紗條中再凝聚一部分纖維。這部分后來凝聚上的纖維就比紗芯的捻度小。另外,捻度在凝棉槽中傳遞時,由于纖維沒有受到強制握持,引起尾端隨加捻方向滑移轉動而使捻度損失。假捻盤假捻作用越
3合理降低捻系數提高產量
在成紗不影響布面風格,并且強力又不影響織造要求的情況下,可以適當降低設計捻系數,這也是提高轉杯紡紗機產量的一個簡單而直接的方法。有一種紗,我們曾因強力問題用過460的設計捻系數,但也用過4O()的設計捻系數,兩者的單位時間內的產量之比不難算出為1:1.14,也就是說其中有14%的出入。當然,這是以好的配棉和較高的設備基礎為前提的。否則,也就談不上降低捻系數。
上面我們論述的三點,都是通過怎樣提高引紗速度提高產量的,當然我們也可以通過其他方式,比如想辦法降低斷頭率、提高運轉效率等。但是不論采取何種方式都必須是以保證成紗質量不降低為前提的,否則,只顧提高產量而不顧質量,也就失去了提高產量的意義了。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


