槽筒式卷繞產生肥胖壞筒紗的原因及解決方法
轉杯紡卷繞成形分急回式和槽筒式兩種。槽筒式卷繞成形在轉杯紡日常生產中常會產生較多的“肥胖”壞筒紗,給生產管理增加工作量,并在經濟上給企業造成一定損失。
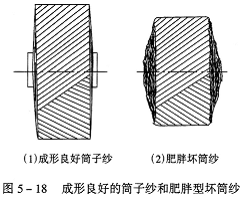
卷繞張力因某些原因發生了變化,造成筒紗的外層向芯部逐漸擠壓,致使筒紗的芯部向兩側膨脹,嚴重時甚至要超出紙管的長度,看起來比成形良好的筒紗寬度增加,略顯肥胖,如圖5—18(2)所示。在轉杯紡紗廠,這種類型的筒紗俗稱為肥胖壞筒紗。
一、肥胖壞筒紗的危害
在轉杯紡生產過程中,如果筒紗卷繞成形不好,就會形成肥胖壞筒紗。這不但大量浪費原棉,而且浪費電力、人工,造成生產成本增加。即使有的肥胖壞筒紗經過絡倒仍可成為產品,但又額外增加了一道工序,并且紗條上會增加毛羽并易產生油污,甚至會產生錯特紗,造成嚴重的質量事故。當“肥胖”較嚴重時,筒紗芯部已超過紙管的長度,而與筒子架的兩臂發生摩擦,便會產生磨爛紗,從而失去使用價值而造成不必要的原棉浪費和經濟損失。
二、產生肥胖壞筒紗的原因
轉杯紡產生肥胖壞筒紗除了筒子架的壓力、膠輥工作狀況、紙管質量等方面的原因以外,還與卷繞張力、紡紗品種及生產車間濕度等因素有關。
1.卷繞張力變化造成肥胖壞筒紗
要使筒紗保持良好的成形,首先應使紗條保持適當的卷繞張力,張力太大或太小都會造成筒紗成形不良。筒紗出現肥胖壞筒紗的原因之一就是紗條的卷繞張力太大。紗條卷繞張力除與張力輪齒數選配有密切關系外,還與紡紗品種、紗線的線密度、膠輥工作狀態等因素有一定關系。
筒紗在卷紗過程中,從小筒紗直到紡成直徑(重量)符合要求的筒紗,卷繞張力應始終保持一致,但這在槽筒式卷繞過程中是辦不到的。因為槽筒式卷繞張力從小筒紗到紡成大筒紗存在著差異,而急回式的卷繞張力,小筒紗與大筒紗之間的差異就比較小。所以肥胖壞筒紗多產生
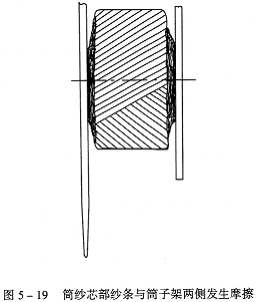
在卷繞過程中,筒紗的卷繞速度應與引紗速度保持一定的比例關系。在紗條加捻的過程中,引紗速度是恒定的,不允許有快慢變化。為了使筒紗有良好的成形,卷繞速度也應是恒定不變的。但筒紗的旋轉速度隨筒紗直徑的增大而逐漸減慢,當筒紗還處在直徑較小,尤其是在紙管上剛開始卷繞時,其轉速最快。因為膠木槽筒的表面比較硬且光滑,對小筒紗的摩擦力較小,因此卷繞時容易出現滑溜現象。因為筒紗直徑較小時,紗層比較薄、比較僵硬而缺乏彈性,所以與膠木槽筒的接觸弧線短,而且筒紗直徑較小時重量輕,因此減小了對膠木槽筒的壓力。在以上幾種因素的共同作用下,小筒紗時,其內圈紗條的卷繞張力較小,紗層之間比較疏松。但隨著紡紗時間的延續,筒紗直徑逐漸增大,其重量及彈性也都在增加,因此,筒紗與膠木槽筒的接觸弧線在加長。在筒紗直徑增大的同時,轉速在逐漸減慢(慣性在減小),這時筒紗與膠木槽筒之間的摩擦力增加,而滑溜系數減小,所以,紗條的卷繞張力也逐漸增大。因此,在卷繞過程中會把筒紗內圈原先疏松的芯部向外擠壓,并且筒紗直徑越大,對芯部紗條擠壓得越厲害,肥胖的程度也越嚴重。當筒紗的直徑達到150~180mm時,筒紗的芯部紗條即會超出紙管而與筒子架的兩側發生摩擦,如圖5—19所示。這時若處理得不及時,就會產生磨爛的壞筒紗。
在急回式卷繞機型中,由于卷繞滾筒兩側的皮圈與筒紗發生接觸,且皮圈的摩擦系數大并具有一定彈性,又由于急回式卷繞的筒子架都裝有阻尼裝置,對筒紗在卷繞過程中壓力變化起著穩定和補償作用。所以,筒紗在卷繞過程中一般不會出現內松外緊現象,因而產生肥胖壞筒紗的情況較少。
2.因紡紗品種變換而產生肥胖壞筒紗
轉杯紡生產企業改紡棉紗品種時,往往會產生較多肥胖壞筒紗。例如:有的轉杯紡生產企業紡制某一種紗,由于配棉質量比較差,在原料中又摻入較多的回用棉,但
紡粗特紗(大號紗)時,產生肥胖壞筒紗較少,而改紡細特紗(小號紗)時,肥胖壞筒紗就會增多,這除與上述因配棉質量發生變化的原因外,就是筒紗的卷繞密度在增大。紡制58.3tex紗,當筒紗直徑達到240mm時,若紗條需要卷繞500層,而改紡29.2tex紗時,筒紗直徑達到240mm時,紗條就需要卷繞1000層,即紗條的卷繞密度29.2tex紗要比58.3tex紗增加1倍。紗條卷繞每增加一層就會向筒紗的芯部增加1份擠壓力。所以若用手撳壓兩個直徑大小相同而紗條粗細不同的筒紗時,會明顯感覺紗條比較粗的那個筒紗比較松軟些。
3.因膠輥作用不良而產生肥胖壞筒紗
在轉杯紡紡紗過程中,膠輥的作用一是與引紗羅拉配合起引紗作用,二是對卷繞中紗條的張力起抑制和調節作用。所以當缺少膠輥或膠輥失效或膠輥起槽太深,都會產生肥胖壞筒紗。轉杯紡在紡紗時,因紡杯直徑和轉速不同,紡杯內會產生-280~-600毫米水柱的負壓。負壓氣流除了對分梳腔內的棉纖維有吸引作用外,對紗條同樣存在吸引作用。由于筒紗的卷繞張力遠遠大于紡杯負壓的吸引力,所以在缺少膠輥或膠輥失效、膠輥起槽情況下,雖筒紗仍能卷繞成形,但由于缺少膠輥,對紗條張力起抑制作用,紗條的上端有筒紗在卷繞、
4.因生產車間濕度變化造成肥胖壞筒紗
轉杯紡生產車間的相對濕度小于50%時,空氣中所含的水分較少,再加上膠木槽筒表面比較光滑,因此降低了筒紗與膠木槽筒之間的摩擦阻力。當筒紗處在小直徑階段時,由前面敘述過的原因而造成筒紗芯部紗條張力減小,存在著內層較疏松的現象;當筒紗的直徑逐漸加大時,紗條的張力也隨之增加,筒紗內層便受到外層紗的擠壓而向紙管兩端擴展形成肥胖壞筒紗。
因生產車間濕度低產生的肥胖壞筒紗有以下幾種情況:
(1)大量肥胖壞筒紗一般都出現在轉杯紡生產車間缺少空調設備及噴霧加濕設備的企業。
(2)大量肥胖壞筒紗一般都出現在生產規模比較小的企業。這些企業的生產條件比較簡陋,又缺少相應的專業技術人員,對溫濕度與紡紗生產的重要關系缺乏足夠的認識,出現上述情況是難免的。
(3)肥胖壞筒紗在鄉鎮企業比在城鎮企業少。因為鄉村轉杯紡企業的周圍一般都有水塘、魚池、河溝及農田,它們對空氣濕度具有調節作用。所以,其產生肥胖壞筒紗的可能性小。而建在城鎮中的企業由于缺少較好的生態環境,空氣比較干燥,所以產生肥胖壞筒紗的機會就比較多。
(4)肥胖壞筒紗一般都產生在每年的3~5月份和9-11月份。因為這兩個季節雨水少,自然界的空氣比較干燥,空氣中缺少水分。若轉杯紡生產車間缺少空調或噴霧設備,就無法抵御外界空氣對生產車間的影響,空氣干燥就難免產生肥胖壞筒紗。
三、防止產生肥胖壞筒紗的方法
(1)若要防止因車間相對濕度低而產生大量肥胖壞筒紗,最有效的方法是安裝空調或噴霧設備。一種簡單易行而有效的方法是:當生產車間空氣比較干燥時,應不間斷地向地面潑水,并關閉車
(2)某臺轉杯紡紗機上的筒紗產生大量肥胖壞筒紗時,多是因為張力輪齒數選配偏少造成的。張力輪的齒數偏少會增大了紗條的卷繞張力。解決的方法是適當增加張力輪齒數,使紗條卷繞張力略有減小。
(3)在日常生產過程中,產生肥胖壞筒紗的原因一般是筒子架的壓力未調整好、引紗膠輥作用不良或嚴重起槽,減小了對紗條的壓力;也可能是紙管的長度偏短,在卷繞過程中筒紗產生變形而造成的。產生個別肥胖壞筒紗,只要查明具體原因并采取相應的處理措施,問題即可得到解決。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


