轉杯紡產生落白的原因及解決方法
一、落白的危害
由于落白是把一部分可紡纖維排掉而成為雜質,被排掉的棉纖維不可能均等地分攤于每個紡紗器,有的紡紗器落白現象可能嚴重點,有的紡紗器落白可能少一些,這就造成紗條的重量不勻率(細度不勻)和重量偏差增大,進而影響單紗的強力和強度不勻率,使成紗質量受到影響。另一方面,由于落白要增加斷頭,從而使用棉量增加、制成率降低,最終導致增大棉紗生產成本,減少企業利潤。所以,在日常生產中,應盡量避免發生落白現象。
二、產生落白的原因
1.紡杯內負壓不足
自排風式轉杯紡紗機一般都備有直徑66mm和54mm兩種紡杯。因其轉速不同,所以杯內形成的負壓也不同,有時因某些原因使杯內負壓達不到最低要求。負壓不足的產生原因:
(1)紡紗器的橡膠密封圈與密封蓋尺寸或幾何形狀不標準:紡紗器合攏以后橡膠密封圈與密封蓋的配合庳良好,紡杯內才能產生足夠的負壓。但有時兩者的幾何形狀或尺寸不標準而影響了密封效果,造成紡杯內負壓偏低。當分梳輥齒端所握持的纖維經過紡紗器的排雜區時被排雜負壓氣流吸走而產生落白。
(2)輸棉通道上的橡膠密封圈脫落或破損:輸棉通道上的橡膠密封圈應完好,無脫落或破損現象,才能有效地起到密封作用,確保紡杯內形成必需的負壓。但由于密封橡膠圈在生產過程中難免會出現老化、破損或脫落,因此會出現漏氣現象,影響密封效果,降低紡杯內的負壓,使部分棉纖維被排雜玻璃管內的負壓氣流吸走而產生落白現象。
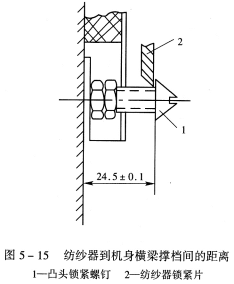
(3)紡紗器與機身橫梁撐檔之間的間隙太大:按要求,紡紗器合攏后,用手前后推動紡紗器應感覺有很小的活動量。但由于有時紡紗器鎖緊凸頭螺釘進出距離調整不當,造成鎖距太大,使橡膠密封圈與密封蓋之間產生縫隙,空氣便從兩者的縫隙進入紡杯。此外,由于紡紗器和機身橫梁撐檔之間存在著縫隙,空氣便補人紡紗器的工藝排風玻璃管。以上兩種情況均能降低紡杯內的負壓,使一部分棉纖維被排雜負壓氣
2.棉條喂入量太大
紡粗特紗(大號紗)或低捻起絨紗時,均會產生落白現象。其原因是紡制這類棉紗都使用直徑66mm的大紡杯。由于紡杯的直徑大,轉速相對地慢,杯內的負壓也就偏低。紡這類棉紗,單位時間內的喂棉量比紡普通紗高20%-40%,因此加重了分梳輥負擔,使每個齒尖所握持的纖維數量增多,造成部分棉纖維浮在分梳輥的齒尖上,其中一部分被排雜管負壓氣流吸走而產生落白現象。
3.分梳輥齒尖磨禿
分梳輥鋁胎上包纏著10圈齒條,而能起分梳作用的只有中部6圈左右的齒條。長期分梳過程中齒條會磨損,若齒條的質量不好,參與分梳的這幾圈齒尖就很容易被磨禿,也就不能刺人棉條深處并有效地分解握持纖維。當棉纖維進入排雜區之后,就會過早地脫離分梳輥齒尖而被排雜負壓氣流吸走,造成落白。
4.排雜管進出不符合要求
按要求,紡紗器排雜口與排雜玻璃管之間應保持0.5—1mm的間隙,這樣可讓一部分外界空氣補入排雜管,減少排雜管從紡紗器分梳腔中吸走過多的氣流。但若把排雜管安裝得太靠外,會造成紡紗器的排雜口陷入排雜玻璃管口內,使外界空氣無法補人,排雜管內的負壓氣流就需全部從分梳腔抽取。若紡紗器的密封性不好,紡杯內的負壓偏低,就會有一部分棉纖維被排雜管吸走而產生落白。
5.紡紗器某些工藝未調好
按要求,紡紗器給棉板的壓力應為(26.5±1.5)N,給棉板與給棉羅拉的隔距為0.05—0.12mm,這樣給棉板才能有效地控制棉條,便于正常地輸送棉條和被分梳輥抓取棉條。給棉板壓力太小或與給棉羅拉隔距太大,都會造成給棉板對棉條失去控制力。當分梳輥抓取棉纖維時,棉纖維就會浮游在分梳輥的齒尖上,在這種情況下,棉纖維剛進入排雜區會被排雜管吸走而形成落白。
6.地道內風量不夠、負壓不足
按要求,地道內的負壓應在-35~-40毫米水柱,若地道內的風量不夠、負壓不足,
三、解決落白的方法
為了避免和防止出現落白現象,在轉杯紡日常生產中應做好以下幾項工作:
(1)首先應保證紡杯內有足夠的負壓,負壓值應達到或接近表5—1中規定的數值。
(2)主地道內的負壓必須達到-35~-40毫米水柱。
(3)輸棉通道的橡膠密封圈不得有破損或脫落現象,在此基礎上調整好紡紗器到機身橫梁撐檔之間的距離,如圖5—15所示。
(4)將給棉板壓力、給棉板與給棉羅拉的隔距按要求調整好,確保分梳輥齒尖鋒利。
(5)若紗條上雜質較少而又出現落白時,可把排雜總風管上部的風量調節門打開一點,使外界的空氣向排雜總管內多補入一些,以降低排雜玻璃管內的負壓,減少落白現象,但應防止紗條上的雜質增多。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


