紡紗器的電氣部分
一、紡紗器電氣工作原理
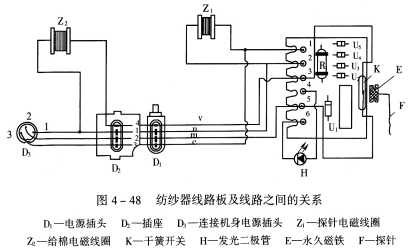
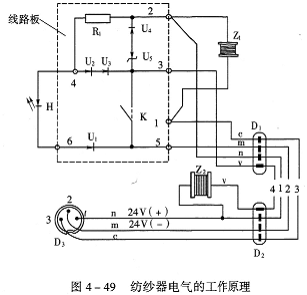
紡紗器線路板及線路之間的關系,如圖4—48所示,其工作原理女口圖4—49所示。
1.各導線的作用
在圖4—48、圖4—49中,c是用來控制探針制動電磁線圈Z1的引線;m接機身上24V負極電源;n接機身上24V正極電源;v是干簧開關引出線,用于控制給棉電磁離合器Z2。
轉杯紡紗機正常紡紗時,m所接的負極電源斷開,主機控制電路完成,此時制動探針的電磁線圈Z1無電流通過,不產生排斥永久磁鐵的磁場,所以探針不會向右發生偏轉。這時探針在引紗管中心偏右的位置,完全靠紗條的張力作用來維持。
2.紡紗器電路工作原理
(1)紡紗器不紡紗時,干簧開關K不閉合(紅燈亮),此時24V電壓加在n(正極)上,經電阻R1降壓后又經發光二極管H和二極管U1返回到電源負極m。二極管U1的作用是當K斷開的瞬間或其他紡紗器的K在斷電時,防止加在發光二極管H上的反向電壓將其擊穿,這樣便可有效地起到保護發光二極管H的作用。
(2)紡紗器正常紡紗時,干簧開關K閉合(紅燈熄滅),此時24V電壓的負極被接通,由于,和。分別接在給棉電磁離合器Z2的兩端,使24V電壓加到了給棉電磁離合器的兩端,這時離合器吸合而給棉,發光二極管H熄滅。在這種情況下,二極管H有0.7V的壓降,分別對U3、U2、U1降壓。若無二極管U1時,則H的壓降為0.7V,當串聯U:后壓降為0.7×2=1.4V,此時壓降就不平衡了,發光二極管H雖仍發光,但亮度減弱,這是不允許的,所以必須在線路中加上二極管U1。
U5是一個穩壓二極管,實際上其作用并不是穩定24V電壓,而是在給棉電磁離合器斷電的瞬間與二極管U4并聯起來,促使給棉電磁離合器迅速脫開,并避免電磁離合器斷電時,所產生的高壓損壞其他二極管。
3.集體生頭原理
當整臺車集體生
目前,在有些轉杯紡紗機上(如FA601AJ型),集體生頭這一功能已不使用。因此,Z1這個控制探針的電磁線圈已不安裝。
二、電氣部分的檢修與調整
紡紗器是由電氣部件和機械部件兩大部分組合成的統一體,上半部分罩殼內的干簧開關及線路板上的電子元件控制著下半部分的機械系統,使其按需要給棉或停止給棉,維持著正常的紡紗工作。探針(探桿或光電探頭)是紡紗器的觸角,起探測和傳遞指令的功能。紡紗過程中,紡紗器執行指令而控制并完成紡紗任務。
(一)探針的主要作用及對它的要求
1、探針的主要作用
(1)轉杯紡紗機需要集體生頭或紗條斷頭后需要重新接頭時,探針按指令使給棉電磁離合器吸合,保證及時給棉。
(2)紗條出現斷頭時,探針通過干簧開關停止給棉并使斷頭指示紅燈發光。
(3)清掃紡杯需要紡機開半速時,電氣罩殼內的探針控制線圈,促使探針靠向罩殼槽口的右側,為紗條穿頭創造便利條件。
(4)停機或紗條斷頭后,探針把紗條壓向罩殼的左側槽壁,以防止紗尾過多地退捻或絞纏,并為下次自動生頭創造有利條件。
目前,在有些轉杯紡紗機上,集體生頭或清掃紡杯開半速這兩項功能已不用。
2.對探針的要求
(1)動作應靈敏、可靠。當紗條出現斷頭時,能立即停止供棉并發出斷頭信息,否則將發生燒紡杯現象,嚴重時將會釀成火警事故。
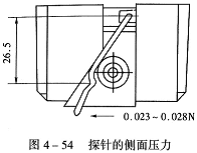
(2)探針靠向左側槽壁時,應對紗條產生0.023—0.028N的壓力。
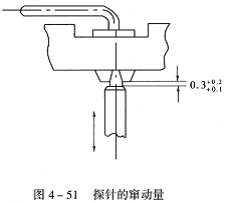
(3)探針軸向竄動量為0.3![]() 。
。
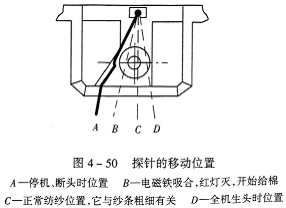
(4)探針的移動位置應符合圖4—50的工藝要求。
(二)探針常出現的故障及檢修、調整方法
1.動作呆滯產生原因 <
(1)軸向間隙偏小:解決方法是把下軸承保險螺母旋松后,將下軸承下調,使探針的竄動量符合0.3![]() ,如圖4—51所示;然后再把保險螺母旋緊。旋緊保險螺母時用力要輕,以防把下軸承擰斷。
,如圖4—51所示;然后再把保險螺母旋緊。旋緊保險螺母時用力要輕,以防把下軸承擰斷。
(2)上軸承孔單邊磨損嚴重:解決方法是更換新的上軸承或將原來的上軸承調轉180°后繼續使用。
(3)上、下軸承孔內有積灰或積花:解決方法是用尖竹扦及漆刷配合吸塵器把積灰或積花清理干凈。
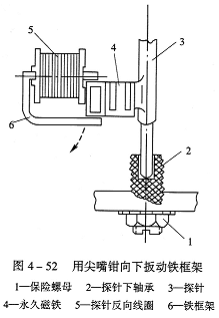
(4)探針永久磁鐵下端面與鐵框架發生摩擦:解決方法是把上罩殼后蓋拆下,用尖嘴鉗把鐵框架向下扳動少許,如圖4—52所示,扳動時用力不能太猛,以防止損壞其他機件。
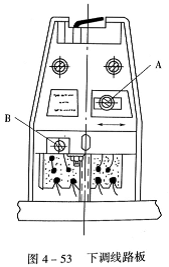
(5)探針永久磁鐵下端面與線路板的上邊緣相摩擦:解決方法是把圖4—53中的螺釘B旋松后,適當下調線路板,再把固定螺釘B旋緊即可。另一種情況可能是探針的軸向間隙太大,造成永久磁鐵位置下移,這種情況只需把探針的下軸承上旋,使其軸向竄動量符合0.3![]() mm即可。
mm即可。
2.探針側面壓力的大小不符合要求
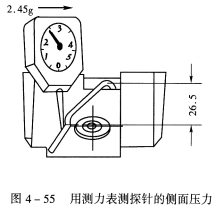
探針對罩殼左側槽壁的壓力來源于探針永久磁鐵對控制探針線圈鐵框架吸力的大小。按規定,在探針的26.5mm處,其壓力應為0.023~0.028N,如圖4—54所示。這個壓力可用測力表(測克計)測量確定,如圖4—55所示。但一般轉杯紡紗廠是不具備這個條件的。檢修紡紗器時,一是憑經驗,二是與新的紡紗器上罩殼做對比進行調整,其效果也能滿足生產要求。
檢查測試探針側面壓力是否符合要求時,應把紡紗器上罩殼放在比較平的臺面上,并把探針撥到引紗管中心偏右位置后松手。若探針回轉時迅速有力,并與罩殼槽口之間發出清脆的撞擊聲,表明探針的側面壓力基本符合要求;若探針回轉遲緩且無力,說明探針的側面壓力太小;若撥動探針時感覺需要用較大的力,表明探針的側面壓力太大。探針側面的壓力太大或太小都必須進行調整。調整時
3.探針沒按要求發出給棉指令
紗條接頭或生頭時,探針應從上罩殼的左側槽壁向引紗管移動,當探針移到距引紗管中心2—2.5mm時應開始喂棉,此時紅燈熄滅,如圖4—50中B的位置。若給棉時間提前,由于喂入紡杯的棉纖維太多,在紗條的接頭處必然產生較大的粗節;若給棉時間滯后,由于紡杯凝棉槽中的棉纖維太少或凝棉槽中尚未進入纖維,值車工接頭困難或無法接頭。
(1)產生原因:電氣罩殼內的線路板位置未調好,或線路板發生位移與探針永久磁鐵沒有形成良好的配合狀態。
(2)解決方法:把線路板的位置做適當調整(實際上是在調整干簧開關的位置)。若需給棉時間略提前,可把圖4—53中的螺釘B旋松,用螺絲刀把線路板向右撥動少許;若需喂棉時間略推遲,可把線路板向左撥動少許,直到探針的給棉時間符合圖4—50的要求,再把螺釘B旋緊。
假如線路板已經移到極限位置,仍不符合給棉時間早晚的要求,可按上述原則調整干簧開關在線路板上的相對位置。
4.探針左、右移動位置不到位
紡紗過程中,紗條出現斷頭時,探針不能把紗尾壓在上罩殼左側的槽壁上;集體生頭時,探針又不能停到上罩殼的右側槽壁。出現這種情況是因為探針左、右位置不到位。
一個原因是探針產生較大的變形或磁鐵與其他機件發生摩擦。解決方法是把探針拆下來整形,若沒有整形經驗,可從其他紡紗器上拆下一個好的探針作參照或更換新探針。
另一個原因可能是探針永久磁鐵下端面與鐵框架或線路板上邊緣發生摩擦而造成的,可把探針的下軸承向上旋動少許或把線路板向下調一些,如此問題即可得
三、電子元件及電路工作質量檢查方法
紡紗器經過一段時間運轉以后,由于人為因素或因電氣、電子元件老化常會出現一些故障,如在正常紡紗時斷頭指示紅燈仍舊亮,紗條斷頭后紅燈不亮、不喂棉等。其主要原因有干簧開關損壞或作用不良、發光二極管損壞或導線斷路、電磁線圈導線斷路等。
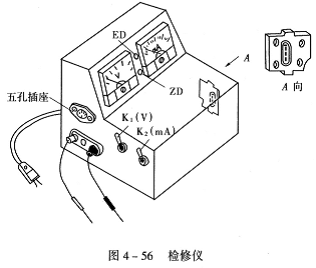
為了能迅速準確地查找出紡紗器的故障所在,最好能自制一臺檢修儀,檢修儀的外形如圖4—56所示,其工作原理如圖4—57所示,它是按紡紗器在轉杯紡紗機上的工作原理設計制造的。若沒有制造條件,使用電工萬用表檢修也十分方便。使用萬用表對紡紗器的電路及各主要電子元件檢查方法、步驟如下:
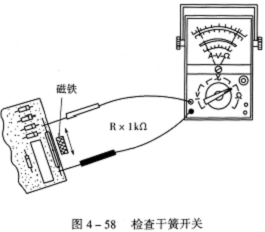
1.檢查干簧開關
檢查時把選擇旋鈕撥到RXlkΩ檔位,表筆不分紅、黑,分別與干簧開關的兩端金屬腳搭接,如圖4—58所示。若表針一開始停留在“∞”處,用磁鐵靠近干簧開關并左右擺動,表針亦會跟隨磁鐵左右擺動,說明干簧開關沒有問題;若表針總指在“田”位置或者未用磁鐵靠近干簧開關而表針已指在滿刻度(0值),說明該干簧開關已損壞,需換新干簧開關。
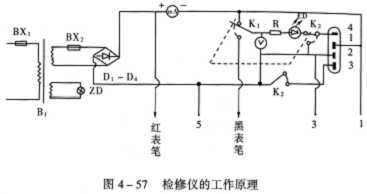
1.B1選用BK50型控制變壓器,要求初級220V次級24V、6.3V或初級380V次級36V、6.3V。
2.B×1、B×2選用1A/500V保險管座。
3.D1~D4四只用1N4001型或其他二極管。
4.毫安表選用500mA(直流),伏特表選用50V(直流)。
5.R為820Ω、0.5W電阻。
6.ED為發光二極管(綠色),ZD為電源指示燈(紅色)。
7.K1、K2選用雙力鈕開關。
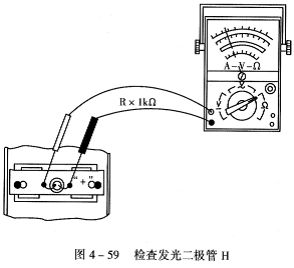
2.檢查發光二極管H
把萬用表選擇旋鈕撥到R×1kΩ檔位,黑表筆與有“+”號標記的金屬腳(正極)搭
3.檢查二極管
把萬用表選擇旋鈕撥到R×1kΩ的檔位,黑表筆與二極管的正極搭接,紅表筆與二極管的負極搭接(二極管負極一般都有一色圈標記),電阻值約在8kΩ,如圖4—60所示;若把兩表筆對調后再測量,表針基本在“田”位置,均說明二極管是好的。
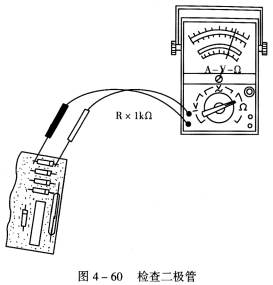
測量時,應把與表筆接觸處金屬腳的透明漆刮掉少許,使測量更方便、更準確。
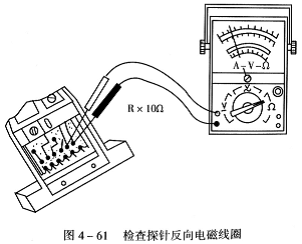
4.檢查探針反向電磁線圈
把萬用表的選擇旋鈕撥到R×10Ω的檔位,表筆不分紅、黑,分別與線路板上的“1、“2”兩個焊點搭接,如圖4—61所示。若電阻值在900Ω左右,說明探針反向電磁線圈是好的。
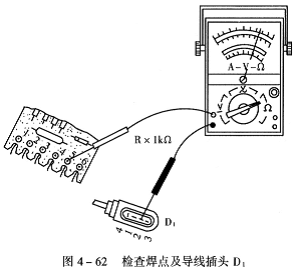
5.檢查焊點及導線插頭D1
把萬用表選擇旋鈕撥到RR×1kΩ檔位,表筆不分紅、黑,一個分別測D1上的插腳4、1、2、3,另一個表筆分別對應測線路板上的3點、2點、5點、1點焊點,表針都應指在滿刻度,如圖4—62所示。若實測的情況與上述相符,說明焊點、導線、插頭都沒有問題,否則表明有斷線、接觸不良或虛焊等情況。
6.檢查圓插頭D3與給棉插座D2
把萬用表選擇旋鈕撥到R×1kΩ檔位,表筆不分紅、黑,一個表筆分別測圓插頭D3上的插腳1、2、3,另一個表筆分別對應測插座D2上的插孔1、2、3,如圖4—63所示。若表針都指在滿
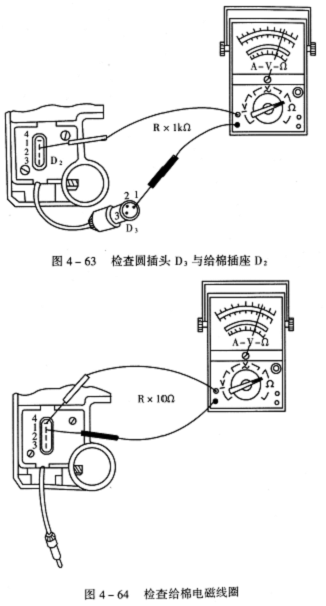
7.檢查給棉電磁線圈
把萬用表的選擇旋鈕撥到R×1kΩ的檔位上,一個表筆測插孔4,另一個表筆測插孔1,如圖4—64所示。若這時測得的阻值為140Ω左右,說明給棉電磁線圈是好的,否則可能有斷路或接觸不良等情況。
四、電氣部分常見故障產生原因及檢修方法
1.連續5個紡紗器的斷頭指示紅燈不亮或不給棉
(1)產生原因:機身上的螺旋保險芯子松動或保險絲熔斷。
(2)解決方法:若螺旋保險芯子松動,把它旋緊即可;若保險芯子的保險絲熔斷,一定待查明原因并處理后,方可更換新的保險芯子。
2.紗條斷頭后紅燈不亮(其他情況都正常)
(1)產生原因:
①發光二極管H損壞或導線斷路。
②二極管U1損壞或焊點4、6的導線有斷路現象。
(2)解決方法:更換發光二極管H或U1,把斷路的導線查出后接通。
3.正常紡紗時紅燈亮
(1)產生原因:
①干簧開關損壞。
②干簧開關位置太靠左(線路板位置太靠左)。
③二極管U1、U2、U5有損壞。
(2)解決方法:更換干簧開關或二極管,調整線路板的位置。
4.紅燈常亮但不喂棉
(1)產生原因:
①干簧開關或二極管U1、U5有損壞。
②插頭D1上的2號線或4號線有斷路。
③給棉電磁離合器Z2斷路。
(2)解決方法:查明原因,更換損壞的電子元件或把導線接通。
5.開半速時探針不向右偏轉
(1)產生原因:
①電磁線圈Z1導線斷路。
②探針旋轉阻力太大,動作呆滯。
③插頭D1上的1號線或3號線有斷路。
④電磁線圈Z2的位置太靠左。
(2)解決方法:更換插頭D1或電磁線圈Z1,排除探針動作呆滯
6.紅燈不亮,探針停靠在槽壁左側卻仍在給棉
(1)產生原因:發光二極管H損壞,干簧開關也損壞(常閉)。
(2)解決方法:更換發光二極管H和干簧開關。
7.不喂棉時紅燈滅而喂棉時紅燈亮
(1)產生原因:線路板(干簧開關)的位置太靠左。
(2)解決方法:把線路板的位置向右移動,若問題仍得不到解決,需調整干簧開關在線路板上的相對位置。
8.紅燈不亮又不給棉
(1)產生原因:
①插頭D1上的1號線或2號線有斷路。
②干簧開關損壞或焊接質量不好。
(2)解決方法:更換插頭D1或干簧開關,把干簧開關焊接好。
9.給棉電磁離合器Z2不吸合
(1)產生原因:
①給棉電磁離合器線圈Z1已損壞或導線斷路。
②插頭D1與插座D2導線有斷路或接觸不良。
(2)解決方法:更換電磁線圈Z2或插頭D1、插座D2,查找接觸不良的原因并予以排除。
10.斷頭紅燈似亮非亮且喂棉也不正常
(1)產生原因:
①插頭D1與插座D2接觸不良。
②發光二極管H或二極管U1有損壞。
(2)解決方法:若把插頭D1插緊后問題仍不能得到解決,需更換插頭Dl或插座D1更換發光二極管H或二極管U1。
11.插頭D1插入插座D2就開始喂棉
(1)產生原因:
①干簧開關位置太靠左,干簧開關已在永久磁鐵、磁力線的控制范圍之內。
②干簧開關已損壞(常閉)。
(2)解決方法:把線路板的位置適當向左調整或更換干簧開關。
12.喂棉不正常
(1)產生原因:
①插頭D1與插座D2接觸不良。
②干簧開關焊腳松動。
③給棉電磁線圈的電壓低于22.5V。
(2)解決方法:找出插頭與插座接觸不良的原因,重焊干簧開關,調整給棉電磁線圈的電
以上12種情況為紡紗器電氣、電子元件方面的常見故障,為了便于查找原因,還需參閱圖4—48和圖4—49。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


