新紗種的紡制方法
一、紡制低捻轉杯紗容易出現的問題及預防措施
轉杯紡低捻紗是織造廠根據自己產品的結構特點或工藝需要,自行制定低于紗線標準捻度15%~30%的一種非標準捻度紗線。
低捻紗由于單位長度內的捻度少,因而捻縮率小,紗條柔軟,手感豐滿,吸濕性、保暖性、透氣性均良好。低捻紗多是純棉產品,所以特別適合作浴巾、內衣用紗。低捻紗的捻度低,紗條內纖維的扭曲變形小,棉纖維之間的摩擦力、抱合力亦較小,因而便于起絨。絨布生產廠織造時多選用轉杯紡低捻紗。
但是,在轉杯紡紗機上生產低捻紗有一定的難度。生產轉杯紡低捻紗的廠家雖然經過一番努力,但效果不大。因此,棉紗市場上轉杯低捻紗供應量較少,但需求量卻較大。
(一)紡低捻轉杯紗時容易出現的問題
1.落白多
轉杯紡紗條上捻度(回)的多少與紡杯的轉速成正比例關系,而與引紗速度成反比例關系。在紡杯轉速一定的情況下,欲獲得低捻度的紗條,必須提高引紗速度。在日常生產過程中,為了保證產品質量、保證轉杯紡紗機正常運轉,便于操作,紡杯轉速就不能開得太快,避免引紗速度過快。為了避免引紗速度太快,紡低捻紗時紡杯轉速應開得較低,即30000r/min(大杯)左右,這便降低了紡杯內的負壓。由于紡杯內負壓偏低,因而削弱了吸引分梳腔內棉纖維的作用。不管紡杯內負壓高低發生怎樣的變化,排雜管內的負壓是不變的。由于紡杯內的負壓偏低,相對來說也就提高了排雜管內的負壓。
在紡低捻紗加快引紗速度情況下,為使紗條的重量符合標準,就必須提高棉條的喂入量,這樣就增加了分梳輥的負擔,即分梳輥每個齒對棉纖維的抓取量相應增多,齒尖對棉纖維的握持力則隨之減小,會使一部分棉纖維懸浮在分梳輥的齒尖。因為紡紗器的排雜區在棉纖維的釋放區之前,當懸浮在分梳輥齒尖的棉纖維途經排雜區時,會被排雜管內的高負壓氣流吸走而產生落白現象。所紡的紗捻度越低,線密度越大,落白現象就越嚴重。
2.重量不
在自排風式轉杯紡紗機中,紡杯內負壓的高低取決于紡杯轉速的快慢、紡紗器密封性能的好壞、紡紗器鎖距大小這三個主要因素。由于各紡紗器的軸承制造質量、潤滑情況以及壓輪對傳動紡杯龍帶的壓力存在一定差異,必然造成紡杯轉速快慢存在一定差異。此外,密封橡膠圈和密封鋁蓋的加工尺寸、幾何形狀不可能制造得完全一致;密封橡膠圈在日常生產中容易產生老化和破損,再加上紡紗器的鎖距大小(紡紗器到機身橫梁撐檔的距離)不可能調整得完全一樣。因此,紡杯內負壓會有一定差異。又因為排雜總管從車尾端至車頭存在著較大的負壓差,車尾靠近排雜風機處的排雜玻璃管內負壓在-210~-230毫米水柱,而靠近車頭部位排雜玻璃管內的負壓只有-60~-70毫米水柱。因此,紡杯內負壓低的、分梳輥齒尖握持能力差的就必然被排雜管內負壓高的多吸走一些纖維,這是紡低捻紗時,紗條之間重量不勻率大的原因。
3.斷頭率高
在臨界捻度范圍內,紗條單位長度內捻度越大,強力越高。轉杯紡低捻紗的捻度低,單位長度內的捻度(回)比普通紗要少,所以強力也較低。尤其是從紡杯凝棉槽剝離點到阻捻頭這段由須條向紗條過渡的區段,強力尤為低,因此紗條斷頭一般都出現在這一區段。又由于紡杯的轉速慢,紡杯內負壓低,降低了棉纖維與棉纖維之間的抱和與聯系力。還因為引紗速度快、紡杯凝棉槽內棉纖維之間的摩擦力減小,而滑移現象增大。因此紡低捻紗時紗條斷頭率高。
4.接頭質量差
紡低捻紗時,由于紡杯轉速慢、紡杯內負壓低,因此減小了接頭時負壓氣流吸引紗頭的能力和速度。還因為負壓低,當接頭紗被吸人紡杯甩到凝棉槽以后,不能很好地被棉纖維包圍搭接,形成纖維環和紗頭處于分離狀態,捻度無法傳遞。在這種情況下,接頭必然困難。值車工為了能接上頭,就不得不把插入引紗管內的紗條加長,以縮短到紡杯之間的距離,其結果會形成由于插入引紗管的紗條過長,到達紡杯凝棉槽后與纖維環搭接也過長;又由于在紡低捻
5.紗條上易產生大粗節
紡低捻紗時,紡杯轉速慢、紡杯內負壓低、單位時間內喂棉量多,因此影響了棉纖維的快速轉移。若與棉纖維接觸的機件不光潔或分梳輥有倒齒、齒尖已被磨出溝槽時,便容易產生勾掛纖維現象。所勾掛的纖維會越聚越多,形成棉束或小棉塊,最后隨負壓氣流進入紡杯被加捻在紗條中即形成大粗節。若給棉板的壓力太小,給棉板與給棉羅拉之間的隔距又偏大,由于紡低捻紗時棉條的喂入量大,加快了喂棉速度,因而,削弱了給棉板和給棉羅拉對棉條的約束與控制作用。當分梳輥對棉條進行分梳時,有些棉纖維成為束狀或小塊狀被分梳輥拽拉下來,被加捻在紗條中而成為大粗節。
(二)紡好低捻紗應采取的工藝措施
為紡好低捻紗,在日常生產中需要做好以下工作,采取以下工藝措施。
1.提高地道內的負壓
由于紡低捻紗時紡杯的轉速慢、紡杯內負壓低、給棉量大等原因,必須提高地道內的負壓,即間接增加紡杯內的負壓,增強紡杯吸引棉纖維、在接頭時吸引紗頭的能力。地道內的負壓最好能達到—50毫米水柱以上。這既有利于分梳腔棉纖維的轉移,也可增加紡杯內棉纖維的凝聚,并可提高棉纖維間的摩擦力、抱和力,有利于捻度的形成和傳遞。既減少了紗條的斷頭,又提高了接頭質量。
2.紡紗器保持良好的密封性
為使紡杯內形成必要的負壓,首先應使密封橡膠圈和密封蓋保持良好的配合,不允許密封橡膠圈有破損或脫落現象;還要把紡紗器的鎖距調整好,即用手前后推拉紡紗器時不應感覺有明顯的活動量。
3.保持分梳輥齒尖鋒利度并適當提高轉速
分梳輥齒尖應鋒利,以便刺人棉條深處,加強對棉纖維的分解梳理作用,并對棉纖維保持較大的握持力,防止分梳輥的齒端產生浮游纖維。還要適當提高分梳輥的轉速,以減小分梳輥
4.選配大直徑的阻捻頭
為了減少紗條斷頭現象并增加阻捻效果,紡低捻紗時,用戶可向配件廠訂購加大直徑的阻捻頭(直徑可加大到24mm)。若能在加大后的阻捻頭弧面上刻槽,對提高阻捻效果、降低捻度更有利,這樣便可適當提高引紗速度,既減少紗條斷頭,又提高成紗質量及產量。
5.適當減小紡紗器的排雜作用
紡低捻紗的配棉等級一般都比較高,所以原棉質量比較好,含雜也比較少。在這種情況下,為了減少落白現象,可以把排雜管到紡紗器排雜口之間的距離適當放大一點,也可把靠近排雜風機總風管上的風量調節門適當打開一點,以減小排雜總管內的負壓氣流對分梳腔棉纖維的吸引作用,避免或減少落白現象。
6.增加給棉板的壓力
為了增加給棉板對棉條的握持力,可把給棉板的壓力由原來的26.5N,增加到28.5N,并把給棉板與給棉羅拉的隔離按要求調整好。
二、紡制竹節紗的方法
竹節紗牛仔布出現在十幾年前,盛行了六七年。在竹節紗牛仔布剛進入市場初期,竹節節距在300—400mm,竹節本身的長度為15—25mm,竹節的粗度是原紗的2.5~3倍。由于竹節粗而短,不便作緯紗,只可作織造牛仔布的經紗使用,因而只能在牛仔布的經向(縱向)上產生竹節,當時稱之為“疙瘩牛仔布”。
目前市場上銷售竹節紗牛仔布服裝上的竹節節距為150—200mm、竹節長度為40—60mm,竹節粗度是原紗的2倍左右。由于竹節粗度與原紗的粗度差異較小,所以它即可作緯紗,又可當經紗,因此在牛仔布的縱向和橫向(寬度)都產生了竹節效果。
所謂竹節紗,就是人為地、有規律或無規律地(等距或不等距)在原紗條局部多增加一些棉纖維。實際上也就是根據人們的主觀需要在紗條上人為地制造粗節,以達到使紗條產生粗細變化的效果。
目前在轉杯紡紗機上紡制竹節紗的方法(原理)分為兩
(一)人為在紗條局部制造竹節
1.紡制方法
利用給棉羅拉周期性地瞬間加速作用向紡杯內多輸送一些棉纖維,在原紗條的局部產生粗節(竹節)。這種方法又可分為以下三種形式。
(1)使用瑞士阿姆斯勒一艾羅(Amsler—Iro)公司制造的GOE型紡制竹節紗裝置。首先按照所紡竹節紗的規格要求(如節距、節長、節粗)編制工藝參數和程序并輸入計算機,計算機則根據所輸人的程序發出指令,啟動伺服電動機并由周轉(行星)齒輪傳動系統配合,在正常給棉速度的基礎上瞬間提高給棉羅拉的轉速,向紡杯內多輸入一些棉纖維,使紗條上產生竹節效果。竹節的長度和粗度決定于提高給棉羅拉轉速后延續時間的長短和加速的快慢,竹節節距的大小則是由提高給棉羅拉轉速時間的間隔長短決定的。這種紡制竹節紗的方式屬集體傳動方式,即提高給棉速度是在原來給棉長蝸桿(慢軸)加速后完成的,因長蝸桿擔負著半面轉杯紡紗機的給棉任務,所以稱為集體傳動方式。GOE型紡制竹節紗裝置只適用于較先進的轉杯紡紗機,如奧托康納型、RUl4型等,一般中低檔轉杯紡紗機上不適用。
(2)在新型轉杯紡紗機上紡制竹節紗。它的優點是不需要增加任何輔助設備,只在每個紡紗器的給棉羅拉軸下端安裝一個小的步進電動機。平時,它可以紡制普通的轉杯紗,當需要紡竹節紗時,可以通過計算機按照預先編制的控制程度(如竹節的節距、長短及粗細)瞬間啟動步進電動機而提高給棉羅拉的轉速,向紡杯內多輸送棉纖維,以達到紡制竹節紗的目的。由于這種給棉傳動方式是由安裝在每個紡紗器給棉羅拉軸下的步進電動機完成的,省去了給棉長蝸桿(慢軸),所以稱為單獨給棉傳動。這種給棉傳動的特點是,在頻繁瞬間提高給棉速度時,轉杯紡紗機運轉相當平穩,不產生任何振動和噪聲,并且竹節兩端與原紗條的過渡相當平滑。如瑞士蘇拉公司生產的BD350型轉杯紡紗機。
(3)在國產轉杯紡紗機上(如FA601A型)配裝紡制
2、優點
以上三種紡制竹節紗的成紗方法是當需要產生竹節時,瞬間向紡杯內多輸送一些棉纖維,因此,有其共同優點:
(1)竹節與竹節之間的間距可以任意選擇,但節距最小不能短于紡杯的周長。
(2)竹節與竹節之間的間距可以設計成等距的,也可設計成非等距的。
(3)可在自排風式轉杯紡紗機上紡制竹節紗,也可在抽氣式轉杯紡紗機上紡制竹節紗。
(4)竹節粗細和長短的選擇范圍大。
(5)紗條上雖然產生竹節,但不影響原有的牽伸倍數(原紗條的粗細),這是因為竹節是由額外增加給棉量而形成的。
3.缺點
通過以上的分析可以肯定,用這些方法紡制竹節紗是比較理想的,但若要在我國大范圍的推廣使用尚存在以下制約因素:
(1)以上三種紡制竹節紗的轉杯紡紗機或控制裝置的價格都比較貴,并且對生產環境、工藝技術、前紡配套設備、半成品的質量都有較高的要求。一般轉杯紡生產廠尚不能達到使用條件。
(2)紡制竹節紗的計算機控制程序的編制和操作需具備一定的技術水平和計算機操作常識。
(二)通過須條分布不均勻產生竹節
1.原理
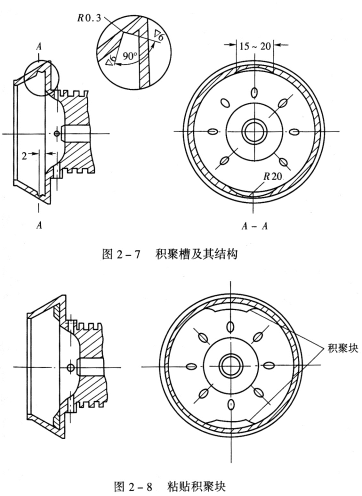
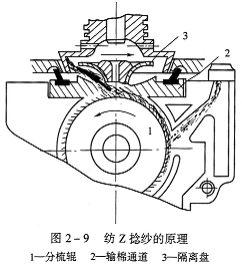
用一種簡易的方法可在一般自排風式轉杯紡紗機上紡制竹節紗,其原理是:利用棉纖維在紡杯的某處產生積聚,即讓棉纖維在形成須條過程中分布不均勻而產生竹節效果。這又有兩種方法可以紡制竹節紗,一種是在紡杯的滑移面上加工出積聚槽,如圖2—7所示,使棉纖維從分梳腔向紡杯轉移而未進入凝棉槽之前,在紡杯的滑移面上即產生積聚而形成竹節。另一種是在凝棉槽內粘貼積聚塊,如
2.優點
以上兩種紡制竹節紗方法的優點有:
(1)在國產自排風式轉杯紡紗機上即可紡制竹節紗,不需要增加任何輔助設備。
(2)簡單易行,只要具備機械加工條件的轉杯紡生產廠都可自行解決。
(3)紡杯每旋轉一周可形成一個竹節(在紡杯滑移面上加工出一個積聚槽或在紡杯凝棉槽內粘貼一個積聚塊),也可形成兩個或三個竹節。
(4)投資少,產品開發周期短,適合中小型轉杯紡紗廠,尤其是個體轉杯紡紗廠生產竹節紗。
3.缺點
用以上兩種方法紡制竹節紗尚存在以下缺點和不足之處:
(1)竹節的節距大小受到限制。因為一般都是在直徑66mm的紡杯加工出1—3個積聚槽或粘貼1—3個積聚塊,其節距只能在69~207mm內變動,并且竹節是等距離的。
(2)竹節的長度和粗度有一定的局限性,并且需經過多次試驗,竹節方可達到理想要求。尤其是在紡杯凝棉槽內粘貼積聚塊的方法,更難掌握。
(3)無論是在紡杯滑移面上開積聚槽,還是在紡杯凝棉槽內粘貼積聚塊,都會由于灰塵和雜質的充塞而引起竹節長度和粗度發生變化。
(4)由于竹節要多占一些棉纖維,若要保持紗條原來的粗細不變,必須改變原有的牽伸倍數,并且竹節的數量越多,竹節越粗,竹節越長,其牽伸倍數變化也越大。
(5)會破壞紡杯的動平衡,引發紡杯振動和噪聲,而采用紡杯凝棉槽粘貼積聚塊的方法問題就更嚴重。這將使紡杯軸承發熱,潤滑脂外溢,縮短紡杯軸承的使用壽命。
(6)紡杯改造以后,就不可再紡普通的轉杯紡紗條。
4.注意事項
雖然使用以上兩種簡易方法紡制竹節紗尚存在一些不足之處,但畢竟能紡出要求不高的竹節紗。目前,有些中小型轉杯紡紗廠采用這種方法紡出了竹節紗供應市場,進而加工成各種服裝滿足了消費者的需求。為使這一簡易紡制竹節紗的方法更好地發揮作用,需注意以
(1)為了有利于棉纖維在積聚槽內凝聚并提高抱和力,減少竹節上產生毛羽并增加強力,必須提高地道內的負壓,地道內負壓應在—45毫米水柱以上。
(2)為了減少灰塵和細小雜質充塞積聚槽,避免竹節產生較大的波動,在清棉和梳棉工序應盡可能去除原棉中的灰塵和雜質,轉杯紡工序的值車工應經常清掃紡杯。
(3)為了防止粘貼的積聚塊發生松動或脫落而引發機械事故、人身事故,應選用粘結強度較高的粘結劑。
(4)因目前普通紡杯壁厚只有1.5mm左右,限制了加工積聚槽的深度,因此限制了竹節的粗度。若想增加竹節的長度和粗度,需向紡杯制造廠專門訂購杯壁加厚的紡杯。
三、在轉杯紡紗機上紡S捻(反捻)紗的方法
在紡紗工藝過程中,由于加捻器,如環錠紡細紗機的錠子、轉杯紡紗機的紡杯旋轉方向不同,紡出的紗條有Z捻和S捻之分。目前轉杯紡紡杯旋轉方向都是順時針旋轉的,所以,紡出的紗條都是Z捻紗。從國內外的技術書籍和資料中尚未見到在轉杯紡紗機上紡制S捻紗的報道。
在轉杯紡紗機上紡S捻紗需要解決兩大關鍵問題,即改造現有的紡杯座;增大地道內風量,提高負壓。
解決好以上兩個問題,就能在轉杯紡紗機上紡制S捻紗。
1.對現有紡杯座進行改造
目前在轉杯紡紗機上紡制S捻紗主要受現有紡紗器構造的限制。目前我國生產的轉杯紡紗機基本上都是裝配CEⅡ型紡紗器,或是在CEⅡ型紡紗器基礎上略做改進的D型紡紗器。現有各種型號的轉杯紡紗機及紡紗器都是為紡Z捻紗設計制造的。
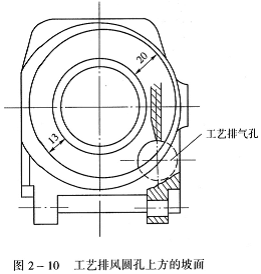
如圖2—9所示,在紡紗過程中,棉條經給棉喇叭后,由給棉羅拉在給棉板的配合下向前輸送。分梳輥1以逆時針方向做高速旋轉,對棉條進行抓取與分梳。當分梳輥的齒尖把棉纖維握持到輸棉通道2的入棉口時,紡杯高速旋轉所產生的高負壓氣流使棉纖維脫離分梳輥齒尖的握持,經過輸棉通道和隔離盤3進入紡杯。因CEⅡ型紡紗
在這種工藝條件下所紡成的紗條就是普通的z捻紗,又稱正捻紗。
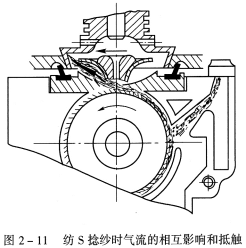
為了便于紡杯內的空氣向外排泄,CEⅡ型紡紗器的紡杯座設計成蝸殼狀結構,即左下方小而右下方逐漸增大,并且把工藝排風圓孔的上方鑄造成有一定斜度的坡面,如圖2—10所示。這些都是為了方便紡杯內空氣向外排泄、提高紡杯內負壓而設計的。
紡S捻(反捻)紗時,紡杯必須由原來順時針方向旋轉改變為逆時針方向旋轉,因此,紡杯內所產生的是逆時針方向旋轉的氣流。但由于給棉、分梳和排雜等原因,給棉羅拉和分梳輥的旋轉方向是不能改變的,所以分梳腔內依然保持著逆時針方向的氣流。這時紡杯和分梳腔所產生的都是逆時針方向的氣流,于是兩股同方向的氣流在輸棉通道的出棉口處必然產生相互影響和抵觸現象,如圖2—11所示。又因為紡杯內所產生的負壓氣流遠比分梳腔所產生的負壓氣流高得多,于是便形成氣流向分梳腔倒灌。因此,妨礙了分梳輥齒端所握持的棉纖維向紡杯內釋放和轉移,也降低了紡杯內的負壓,影響了棉纖維的凝聚和加捻。通過以上的分析可知:改變紡杯旋轉方向以后,氣流的排泄、提高紡杯內的負壓是在轉杯紡紗機上紡制S捻紗必須解決的關鍵問題。
為了便于紡杯內氣流向外排泄,提高紡杯內負壓,必須對紡杯座做以下三項必要的改進。
(1)把紡杯座蝸殼的下部銑去一部分,如圖2—12中虛線所示。
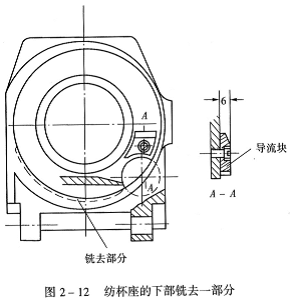
(2)把紡杯座蝸殼左下方底平面,也就是工藝排氣孔的左側加工成帶有一定坡度的斜面。
(3)在工藝排氣孔的上方裝一擋風塊,迫使紡杯排出的氣流向工藝排氣孔內排泄,防止氣流向蝸殼上方運動。 <
2.增加地道內風量,提高負壓
轉杯紡紗機車尾箱下地道內的負壓氣流能對紡杯工藝排風氣流起到接力與增強作用,以提高紡杯內的負壓。
一般情況下,在P1603型、BD200SN型轉杯紡紗機上紡Z捻紗時,車尾箱下地道內的負壓能達到—35~—40毫米水柱,基本上能滿足生產需要。但當紡S捻紗時,由于紡杯逆時針方向旋轉,對分梳腔向外排出的氣流有阻礙作用,因此,會影響棉纖維的轉移。為了促使分梳腔內棉纖維順利轉移,必須增大車尾箱下地道內的風量,以提高地道內的負壓。地道內的負壓能達到-50毫米水柱是比較理想的。若在FA601A型轉杯紡紗機上紡S捻紗,由于其工藝排風同時走車頭箱和車尾箱兩個地道,因此,車頭箱和車尾箱下地道內的負壓都應達到—50毫米水柱以上。而在FA601A型、F1603型轉杯紡紗機上紡S捻紗問題不大,因這兩種機型的紡杯和給棉系統是獨立傳動的,紡杯改為逆時針方向旋轉后不會影響給棉系統的正常供棉。但如果在BD200SN型轉杯紡紗機上紡S捻紗,問題就不那么簡單。因為這種機型機身左邊的主電動機在傳動紡杯的同時還要傳動給棉系統、引紗系統和卷繞系統,如果改變主電動機旋轉方向,將造成引紗羅拉、卷繞羅拉、給棉系統的旋轉方向也同時跟著改變(反轉),這是無法進行紡紗的;而機身右側的主電動機只單獨傳動紡杯,就可以解決問題。
根據以上分析,若在BD200SN型轉杯紡紗機上紡S捻紗,可以在同一臺車上紡兩種不同捻向的紗條,即機身右側主電動機在改變旋轉方向以后,再換上經改造的紡杯座就可以紡S捻向的紗條;而機身左側的主電動機仍保持原來的旋轉方向紡z捻紗,這樣只在運轉班生產管理上增加一點工作量,不會產生其他問題。
在同一臺轉杯紡紗機上紡制純棉、粘膠纖維、滌/棉、毛/粘36.4tex、58.3tex、83.3tex幾個品種的S捻紗和Z捻紗,其黑板條干、單強、斷頭率基本一樣,
織造時使用S捻紗有兩個目的:
(1)將S捻紗和Z捻紗搭配使用,織出的織物經染整后具有反光差異,可改善織物風格,增加花色品種。
(2)織造過程中將S捻紗和Z捻紗搭配使用,可有效地減少織造時紗線的打絞纏繞現象,有利于改善織造工藝,提高織造效率。
紡S捻紗時需注意以下幾點:
(1)為了有利于棉纖維的轉移,須降低分梳腔內負壓。在不影響棉紗產品質量的前提下,可比紡Z捻紗時適當降低分梳輥的轉速。
(2)為了減小逆向氣流向分梳腔倒灌,應適當加大隔離盤導流槽的安裝角度。
(3)若一開始用Z捻紗作種紗來引紗,是無法引出紗條的。因紡杯的旋轉方向已經改變,作為引紗用的Z捻紗進人紡杯后即被解捻而成為須條。因此必須用環錠紡捻線工序的股線作為種紗,因環錠紡捻線工序的股線也是S捻向。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


