轉杯紡紗機紡紗原理及適紡原料
一、紡紗原理
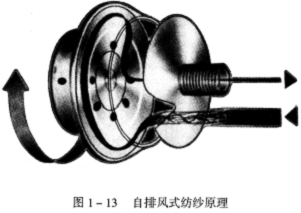
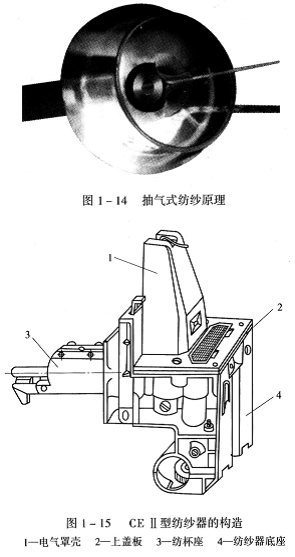
轉杯紡紗機無論是自排風式還是抽氣式,其紡紗原理均為內離心式,即紡杯高速旋轉,紡杯內便產生離心力,離心力可使從分梳腔轉移到紡杯內的棉纖維產生凝聚而成為纖維環(須條),須條被加捻以后便成為紗條,紗條被引出紡杯后,棉纖維又在紡杯凝聚形成新的纖維環,以達到連續紡紗的目的。自排風式紡紗原理如圖1—13所示,抽氣式紡紗原理如圖1—14所示。
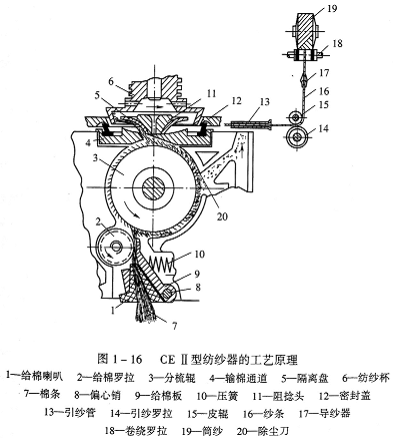
目前,我國運轉生產的轉杯紡紗機絕大多數為自排風式機型,紡紗機上配置的多為CEⅡ型紡紗器或是在CEⅡ型紡紗器基礎上改進的D型紡紗器,這兩種型號的紡紗器基本一樣,只是在密封橡膠圈和輸棉通道結構上略有區別。CEⅡ型紡紗器的構造如圖1—15所示,其工藝原理如圖1—16所示。
喂入的棉條經給棉喇叭集束以后便進入給棉板與給棉羅拉的握持區,在壓簧的作用下對給棉板產生26.5N的壓力。這時由給棉羅拉把棉條按牽伸倍數需要均勻地向前輸送至高速旋轉的分梳輥的抓取范圍。分梳輥對棉條進行開松并分解成單根纖維(單纖化過程),由于附面作用棉纖維便緊緊地附著在分梳輥齒端。當分梳輥對棉條進行分解時,原來夾裹在棉纖維中的雜質,由于質量較大(較重),其離心力亦較大,便從棉條中分離出來,如圖1—16所示。雜質被分離出來后,在進入分梳腔排雜區時,借助排雜負壓氣流的吸引作用,通過紡紗器的排雜通道和排雜玻璃管被排到機身中部的總排雜管道中。
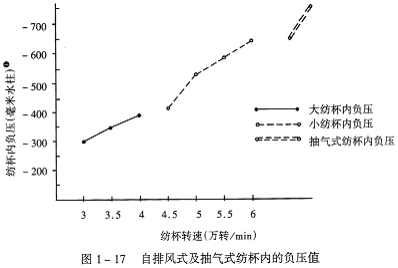
在自排風式轉杯紡紗機中,由于高速旋轉的紡杯把杯中原有的空氣從底部的排氣孔排出以后,紡杯內便產生負壓(真空度),因紡杯的直徑有大小之分,轉速有快慢差別,并且又受紡紗器密封性能好壞的影響,因此,紡杯內負壓高低存在著較大的差別。圖1—17所示為自排風式及抽氣式紡杯內的負壓值。
氣壓為
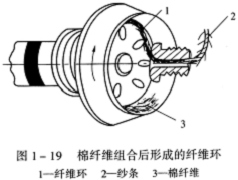
原先附著在分梳輥齒端的棉纖維,在負壓氣流的吸引下,便脫離分梳輥齒尖的控制,通過輸棉通道和隔離盤進入紡杯。棉纖維在紡杯高速旋轉時所產生的離心力及負壓氣流的共同作用下,沿著紡杯的滑移面進入凝棉槽,由于棉纖維的凝聚與并合作用而形成纖維環,跟隨紡杯一起旋轉。
生頭時,紗頭在引紗玻璃管的口端,隨著補人紡杯的負壓氣流進入紡杯后,便被甩向凝棉槽并與纖維環進行搭接。當引紗羅拉從紡紗器中向外抽紗時,原先跟隨紡杯旋轉在凝棉槽中的纖維環(須條),經剝離后又在阻捻頭的作用下加捻成為紗條。
(一)棉條的喂給與輸送
棉條的喂給是由喂給機構完成的,它主要包括給棉喇叭、給棉板和給棉羅拉。給棉喇叭起集束作用,它把未進入給棉板和給棉羅拉握持區之前的棉條進行必要的壓縮和整形。經過喇叭口集束整理后,使原先形狀不規則、密度不一致的棉條橫截面成為扁平狀并且密度一致,以有利于分梳輥抓取,還可避免棉條在分梳輥抓取時產生不均勻和分層現象。給棉羅拉在給棉板的配合下,把棉條輸送至分梳輥的抓取范圍,為了使棉條被分梳輥均勻地抓取但又不損傷棉纖維,要求給棉板和給棉羅拉對棉條既要保持必要的握持力,但握持力又不能太大,一般為26.5N±1.5N。
(二)開松與除雜
開松、除雜作用是由分梳輥、分梳腔右方的三角除塵刀和排雜通道完成的。當給棉羅拉在給棉板的配合下把棉條均勻向前輸送時,分梳輥以6000~8000r/min的轉速對棉條進行抓取。因各廠的棉條定量不一樣,一般棉條橫截面內含棉纖維2.2萬-3萬根,棉條基本被分梳輥分解為單根纖維,并被齒尖握持住,有時也出現兩三根纖維粘連在一起的現象。
分梳輥在對棉條進行開
對分梳排雜機件有以下質量要求:
(1)分梳輥應有足夠的轉速,以產生應有的分梳抓取力及排除雜質的離心力。
(2)分梳輥齒條應鋒利光潔,以便對棉纖維進行抓取、分解和釋放,以刺人棉條并有效地分離雜質。
(3)應根據所紡原料的性質,有針對性地選擇分梳輥齒條的規格、型號,否則既影響成紗質量,又縮短了分梳輥齒條的使用壽命。
(4)分梳腔及排雜通道應十分光潔,以有利于棉纖維的流動和雜質的排除。
(三)棉纖維的釋放與轉移
棉纖維的釋放與轉移就是把原先被分梳輥所握持的棉纖維,在紡杯負壓氣流的吸引下,使棉纖維脫離分梳輥齒尖的控制,從分梳腔經輸棉通道最終進入紡杯。
棉纖維釋放轉移的條件:
(1)紡杯內的負壓必須高于分梳腔內的負壓,也就是輸棉通道口內的氣流速度一定要大于分梳輥表面的氣流速度。
(2)為了使棉纖維更好地轉移和有序地流動,輸棉通道內氣流必須有加速流動的趨勢,氣流加速的梯度越大,對棉纖維的轉移、伸直和舒展越有利,所以,輸棉通道入棉口大而出棉口小,如圖1—18所示。抽氣式轉杯紡輸棉通道的入棉口和出棉口懸殊更大。
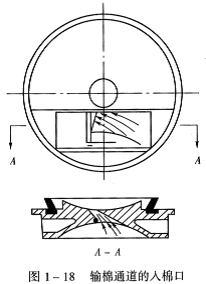
(3)分梳輥齒尖一定要避免鉤掛棉纖維,輸棉通道的入棉口應非常光潔,以有利于棉纖維的定向和流動。
(四)棉纖維的凝聚
棉纖維的凝聚就是把經過分梳輥分解成的單根纖維,以負壓氣流作為載體混合成纖維流,經過輸棉通道形成一股自杯口流向杯底的旋轉氣流,空氣則
棉纖維凝聚過程必須建立在以下基礎之上:
(1)紡杯內必須有足夠的負壓,吸引分梳腔中被分梳輥所握持的棉纖維向紡杯內轉移。
(2)紡杯必須有足夠的離心力,使棉纖維通過紡杯的滑移面滑人凝棉槽并緊密抱合在一起而形成纖維環。
(3)紡杯必須具有促使棉纖維與氣流分離的功能。
以上是棉纖維凝聚的三個必要條件,缺一不可。
(五)剝取與加捻
剝取與加捻是聚集在紡杯凝棉槽內的棉纖維須條向紗條過渡的兩個不同階段。但兩者之間又是相輔相成密不可分的兩個連續過程。
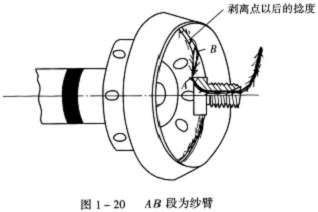
剝取階段是凝棉槽內的須條經紗臂牽引而脫離凝棉槽,紗臂在阻捻頭的作用下已獲得捻度(回),但這時是假捻作用。當然,在剝離點之后也有部分捻度滲透到須條上。圖1—20中/AB段為紗臂,從剝離點到阻捻頭這段紗條上產生的是假捻,其作用是增加須條的動態強力,防止在這段紗條上產生斷頭。轉杯紡產生的斷頭有90%以上發生在剝離點至阻捻頭這段須條上(即紗臂上)。
加捻階段是須條從凝棉槽被剝離之后,在高速旋轉紡杯的帶動下以及在阻捻頭的配合下,完成從阻捻頭至引紗羅拉這段紗條加捻作用。因此,從阻捻頭至引紗羅拉,這段紗條才是轉杯紡紗真正的加捻區,紗條上才獲得真捻。
剝取與加捻必須具備以下條件才能實現:
(1)剝離點處紗條與凝棉槽內須條的聯系力,必須大于須條與紡杯凝棉槽之間的摩擦力和空氣阻力,否則無法完成剝取作用。
(2)紗臂AB段的強力必須大于紡紗張力(紗條的軸向拉力),否則紗條要產生斷頭,無法正常紡紗。
(3)加捻力矩必須大于須條的抗扭力矩,也
(4)剝離點處須條內所包含的棉纖維根數,必須達到組成紗條內棉纖維應有的根數,否則紗條會產生細節或紗條偏細。
二、轉杯紡適紡原料
(一)轉杯紡常用原料種類、性質及工藝技術
紡織工業生產中所用的原料分為兩大類,一類是天然纖維,另一類是化學纖維。在天然纖維中又分為植物纖維、動物纖維和礦物纖維。植物纖維主要有棉類和麻類。動物纖維主要有羊毛(絨)、兔毛、駝毛、牛絨、桑蠶絲等。礦物纖維主要有石棉纖維、玻璃纖維等。化學纖維主要有再生纖維、合成纖維、無機纖維。合成纖維主要有滌綸、腈綸、錦綸、丙綸、維綸等,再生纖維主要有纖維素纖維、蛋白質纖維及海藻纖維。再生纖維素纖維主要有粘膠纖維、富強纖維等。在以上諸多纖維原料當中,只有少數幾種纖維適合轉杯紡紡紗加工。
1.棉纖維
棉纖維是最早被人類用作紡織原料的品種之一,由于它具有良好的保溫性、吸濕性及透氣性,因此,用它作原料紡成紗線后,進而加工成各種織物或服飾及生活用品都深受人們的喜愛。
棉農培植的棉株生長后開花,如圖1—21所示,然后結成棉鈴(桃),如圖1—22所示,棉鈴成熟后自然綻放出棉絮,如圖1—23所示,棉絮由棉纖維集結組合而成。實際上,棉纖維是由包裹在棉籽表皮的細胞發育成熟伸長后而形成的。

一根完整的棉纖維,從它的縱向—亡可分為基部、中部和梢部,其基部和中部較粗,而梢部較細。人們在紡織技術資料中談到的棉纖維細度是針對棉纖維中部的粗細而言。不同品種棉纖維的細度及長度是不同的,轉杯紡日常生產中所使用原棉的質量情況見表1—4,棉纖維的縱向具有自然轉曲的特點。
表1—4轉杯紡常用原棉質量情況
|
主體長度 (mm) |
纖維線密度 (dtex) |
成熟度 系數 |
含水率 (%) |
含雜率 (%) |
短絨率 (%) |
429 |
27.5—29.5 |
1.85—1.55 (5600—6800) |
1.25—1.75 |
7.5~10.5 |
3~4.5 |
11.5—18 |
527 |
26.1~28.5 |
1.80—1.30 (5400~7200) |
1.00—1.50 |
8.5~11 |
3.5—6.5 |
13~20 |
623 |
22—25 |
1.50~1.10 (6000~8000) |
0.75~1.25 |
8.5—12.5 |
4.6—8.2 |
17—25 |
注1.有為鋸齒棉。
2.棉纖維長度短于16mm為短絨。
3.表中所列數據僅供參考(非權威數據)。
4.括號內數字為公支制數。
棉纖維自然轉曲多、強力高、質量好,在以后的紡紗過程中有利于增強棉纖維之間的抱和力和摩擦力,進而提高成紗強力,減少紗條斷頭。
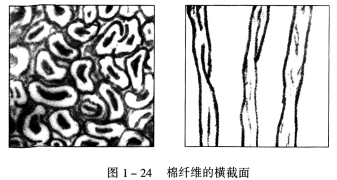
棉纖維柔軟、纖細,其線密度為0.125—0.2tex,長度適中,為19~31mm。棉纖維的橫截面多為不規則的腰圓形,并且是中空的,如圖1
棉纖維的表面含有一層蠟質,俗稱“棉蠟”,其多少與原棉的產地、品種及成熟度有一定的關系。一般情況下,成熟度好的棉纖維表層棉蠟較多,成熟度差的棉纖維表層棉蠟較少。棉蠟在紡紗過程中可起到滑潤作用,這對棉纖維的牽伸、分離和防止粘結具有一定的作用。棉蠟能反射光線,成熟度好的棉纖維對光線反射能力較強,用其紡成紗線的光澤、手感均較好。但棉蠟也會對紡紗工藝起不良作用。例如:當紡紗車間的溫度低于15℃時,棉蠟會發硬變脆,造成紗條的強力下降、斷頭增多;若生產車間的溫度高于40℃,棉蠟即會熔化發粘,使棉纖維之間發生粘結并聯,給分梳、轉移帶來一定困難,并且會產生纏繞機件現象,給正常紡紗生產造成一定影響。
棉纖維中還含有一定的糖分,當含糖量超過0.3%時,在紡紗過程中棉纖維會產生粘連現象,一方面造成牽伸困難,另一方面會使紗條上產生大量棉結,這對棉紗質量和產量都會造成不良影響。內地棉一般含糖較少,對日常生產不會產生影響;新疆由于土壤干燥、晝夜溫差大,日照時間長。因此,新疆棉中的含糖量較高,使用新疆棉紡紗,有時需施加除糖劑(糖化酶),并適當降低生產車間的濕度,以減小糖分給紡紗帶來的不利影響。
在棉纖維中還含有較多的灰塵及雜質,這對紡杯和分梳輥磨損較大;當灰塵、雜質嵌入紡杯凝棉槽時,將對成紗質量產生不良影響。另外,棉纖維中還含有相當數量16mm以下的短纖維,這會降低成紗強力,增加紡紗難度。但棉纖維仍為最佳的轉杯紡原料。無論是用大紡杯還是小紡杯,只要工藝設計合理、設備運轉狀態良好、地道內負壓及風量能滿足紡紗要求,不需要采取任何輔助技術措施,就能紡出質量較好的紗線。
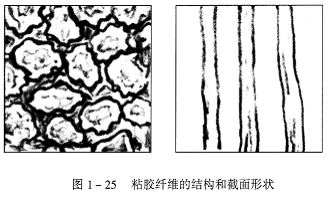
2.粘膠纖維
粘膠纖維的結構和截面形狀如
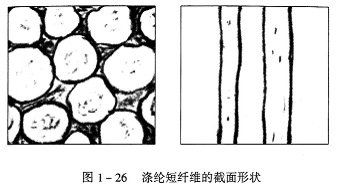
3.滌綸
滌綸是諸多化學纖維中的一種,它由噴絲頭噴成滌綸長絲,然后再根據需要切成不同長度的滌綸短纖維,其截面形狀如圖1—26所示。適合轉杯紡加工的滌綸短纖維的線密度在1.47~2dtex,長度為38mm。由于滌綸的纖維長短一致且不含雜質和灰塵,并且在出廠前都施有油脂,起軟化潤滑作用,因此,滌綸是化學纖維中可紡性較好的一種纖維。就紡紗而言,滌綸也存在一些缺點和不足之處,如滌綸在紡紗過程中與高速旋轉機件發生摩擦時會產生靜電,靜電荷之間的吸附與排斥作用將影響纖維間的正常輸送、轉移及并合作用。并且滌綸的剛性較大,表面又含有油脂,給捻回(度)的形成和傳遞造成一定困難。還因化學纖維的透氣性能差,在作為服裝面料用紗時,滌綸一般多與棉纖維進行混紡,即滌棉紗。
在日常生產中,滌綸分為大化纖和小化纖兩種。大化纖由正規的大化纖廠生產,其質量較好且穩定,但價格較高;小化纖多由小化纖廠生產,生產工藝不如大化纖廠正規,原料來源比較復雜且不穩定,在生產過程中有時添加滑石粉,這給轉杯紡紗造成一定困難,但小化纖價格比較低。
在生產過程中,為了減小靜電對紡紗的干擾,分梳輥和紡杯轉速應開得慢點,轉杯紡車間內的相對濕度應在80%左右為宜。
4.羊毛
用于轉
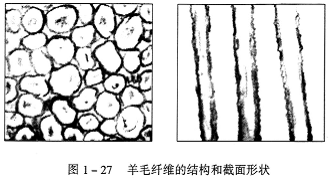
(1)羊毛纖維在紡紗過程中容易產生靜電,靜電荷干擾著正常紡紗,一方面影響成紗質量,另一方面還會引發紗條斷頭。為了減小靜電干擾,應預先在羊毛纖維原料上噴灑防靜電劑并經24h悶放,這一措施既有防靜電作用,又有軟化羊毛纖維、增加潤滑的作用。
(2)由于羊毛纖維中含有少量長毛(長于60mm),長毛在分梳過程中轉移困難,因而容易發生纏繞分梳輥現象,為了避免上述情況發生,羊毛纖維原料最好經過預處理加工,以去除長毛,或使用分梳輥直徑較大的機型紡制。
(3)為了增加羊毛纖維的導電性能及減少靜電荷的干擾,轉杯紡車間的相對濕度以75%—80%為宜。
(4)為了去除羊毛纖維中的草屑和野蒺藜碎片,用于轉杯紡的羊毛纖維一定要經過炭化處理,以減少紗條斷頭現象。
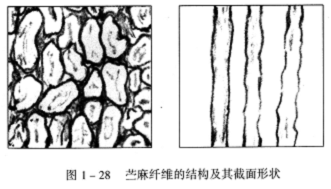
5.苧麻
我國是產麻大國,因而麻類資源十分豐富,有黃麻、亞麻、苧麻及羅布麻等。目前常用于轉杯紡的麻纖維,主要是苧麻,纖維直徑在18—25μm,其結構與截面形狀如圖1—28所示。由于苧麻纖維比較粗硬、剛性大、表面光滑,因而,在加捻時會給捻回的形成和傳遞造成不利影響;又因為苧麻纖維的脆性大、易折斷,紡紗時斷頭率較高。轉杯紡所使用的苧麻原料多是精落麻,其長短差異大
(1)由于苧麻纖維比較粗硬、光滑,加捻時對捻回的形成和傳遞帶來一定影響,因此紡苧麻產品時,應用大紡杯、開低速,并配用直徑22mm、弧面半徑1Omm的阻捻頭。
(2)由于麻纖維剛性較大,紡紗過程中與高速旋轉機件發生摩擦容易產生靜電,所以,苧麻原料在使用前最好采取加濕、悶放措施,一方面可軟化麻纖維,提高柔軟性,另一方面可減少靜電干擾,有利于開松和麻纖維的轉移。
(3)由于果膠附著在濾塵設備的濾料上,影響氣流通暢,所以要想方設法提高濾塵設備的排氣功能,可采用提高濾塵設備的風壓,減小濾料網眼密度等措施。
(4)為了提高成紗的條干水平,減少紗條斷頭,應提高地道內的負壓。地道內的負壓最好達到-42~-48毫米水柱。
(5)紡苧麻時,為了減少對纖維的損傷,提高纖維的轉移效果,轉杯紡工序最好使用植針式分梳輥。
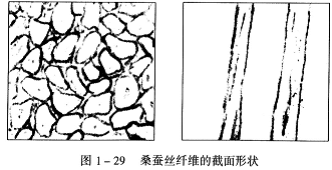
6.紬絲
紬絲原料為絹紡廠的精落綿,其橫截面如圖1—29所示,線密度為1.35—1.68dtex,主體長度在30mm左右,長絲為60mm以上,短纖維為16mm以下,并且短纖維含量在25%-30%,含雜率在10%左右,主要是碎蛹屑(皮)、草屑、綿粒等。納絲纖維長短差異大、含雜率高、強力低、纖維柔滑,在紡紗過程中與高速旋轉的機件摩擦后易產生靜電,所以,給紡紗帶來一定難度。紬絲紗是近十幾年才開發出的新紗種,因為紡制這種紗的廠家較少,工藝還在摸索階段,尚未成熟,所以下面提供的工藝技術措施僅供參考。
(1)紡紬絲紗時,為了減小靜電干擾和纖維間摩擦阻力,在原料中應施加抗靜電劑和少
(2)轉杯紡生產車間的溫度應保持在25—28℃,相對濕度應為75%—85%。
(3)轉杯紡工序應選用直徑66mm的大杯并開低速,分梳輥齒條選用OK37型或用植針式分梳輥。
(4)地道內負壓應在—38~—45毫米水柱。
(5)納絲原料在紡紗前最好采取預處理工藝,一方面可除去綿粒、蛹屑、草屑,另一方面也可除掉大部分超長纖維,這樣可減少纏繞分梳輥現象。
(二)可紡性好的纖維原料應具備的性質
纖維的可紡性是指纖維原料的紡紗難易程度。某種纖維原料的可紡性好,即在紡紗過程中能滿足或達到工藝設計要求的標準,如各項物理指標好、條干水平較好、紗條斷頭少、制成率高、對設備損傷小等,否則可視為可紡性不好。可紡性好的纖維原料應具備以下性質:
1.纖維應纖細、柔軟
纖維原料的細度及柔軟性是可紡性好的基本條件。因為,又細又軟的纖維對梳理、并合、轉移、加捻都十分有利。較細纖維在紗條橫截面內的根數必然多,可增加紗條內部纖維之間的摩擦力和抱和力,進而提高紗條的強力,在紡紗過程中又可減少斷頭,這就為提高成紗質量、產量及制成率創造了條件。轉杯紡用棉纖維的線密度最好在0.13~0.17tex(6000~7500公支),化學纖維的線密度在1.47—1.74dtex(11~19μm)。羊毛纖維的品質支數在70支左右(細度16~20μm)。在紡紗過程中,棉纖維也不宜過細,一方面因為太細的棉纖維(低于0.13tex)成熟度一般都不好,容易產生斷頭;另一方面,過細纖維原料的蓬松度好,會給梳理、并合帶來一定難度,并且在紡紗過程中經過揉搓,較細的纖維會產生大量棉結,影響成紗條干水平。若纖維較粗,剛性大,不利于分梳、并合,在加捻過程中纖
2.纖維原料的長度與整齊度好
轉杯紡最適合紡25~38mm長的纖維。因為纖維長度在這個范圍內,有利于分梳、轉移、并合及加捻,所紡出的紗條光潔,強力高;也可避免排掉部分短纖維,便可提高原料的制成率。若纖維較長且很整齊,在紗條上施加同樣捻度時,每根纖維分攤的捻度就會增加,這對提高成紗強力、減少紗條斷頭十分有利。若纖維原料的長短差異較大,長纖維超過50mm,短纖維短于13mm,會給轉杯紡正常紡紗帶來困難。纖維太長,尤其是分梳輥較小的機型,對纖維轉移會產生一定難度,若纖維不能及時地輸送出去,將使分梳輥出現繞花現象。分梳輥若發生繞花現象,輕則使紗條發毛,影響成紗質量,重則使分梳輥軋煞。若纖維太短,一方面降低了紗條的強力,且造成紗條大量斷頭,另一方面,若紡杯內負壓偏低,將出現落白現象,增加紗條之間的重量不勻率并降低棉紗的制成率。
3.纖維本身的強力要高
若轉杯紡所用纖維自身的強力較高,經并合加捻成為紗條以后,紗條的強力亦較高,紡紗過程中紗條的斷頭率亦較低。若所用纖維本身的強力較低,在紡紗過程中會有一部分長纖維被分梳機件打斷而成為短絨,這將使紗條上的毛羽增多,影響成紗的外觀質量;同時還影響成紗的強力,既增加紗條的斷頭,影響產量,還會降低制成率。
4.原料的含雜率要低
轉杯紡日常生產所使用的原料中含雜率一般都比較高,有的原料含雜率高達7%—9%,雖然各工序都采取了一些除雜措施,但還會影響成紗質量。含雜率太高必然要降低制成率,因而提高了棉紗的制造成本。若原料中的含雜率高,相應半成品(熟條)內的含雜率也較高,在轉杯紡工序,雜質容易嵌在紡杯的凝棉槽中,從而影響成
5.紡紗過程中靜電少
紡紗過程中,棉纖維與旋轉的機件發生強烈摩擦以后,基本不產生靜電,這是可紡性好的標準之一。化學纖維、羊毛纖維、苧麻纖維等在紡紗過程中與分梳機件、加捻機件發生摩擦以后,都會不同程度地產生靜電。產生靜電以后,纖維與纖維之間、纖維與機件之間便產生相互排斥或相互吸附作用。這樣一方面嚴重影響著纖維有序地流動和轉移,另一方面又干擾纖維間的并合和疊加作用。因此,影響著成紗條干水平及強力,還會使紗條產生大量斷頭,增加紡紗難度。
6.原棉中的含水率應在9%—11%
供轉杯紡使用的原棉含水率最好小于11%(其他纖維也有含水率的要求)。正常情況下,供轉杯紡使用的熟條回潮率在6.5%—8%,這種回潮率有利于棉纖維的開松、梳理、排雜、并合和加捻,因而成紗條干水平好、斷頭少、制成率高。
三、轉杯紡適合紡低級棉,不適合紡長纖維及非棉原料的原因
轉杯紡適合紡低級棉,能吃“粗糧”,這是紡織界對轉杯紡的共同看法與認識。
(一)轉杯紡適合用低級棉紡紗的原因
1.轉杯紡屬自由端紡紗工藝
轉杯紡屬自由端紡紗工藝,棉纖維在紡杯中有并合凝聚效應。因為紡杯在高速旋轉時會產生離心力,使棉纖維在離心力的作用下產生抱和力及摩擦力,故能實現正常紡紗。此外,轉杯紡是在低張力下完成紡紗任務的(其張力只有環錠紡紗的75%左右),減小了須條階段棉纖維之間的滑移拉伸現象。在這種情況下,雖然棉纖維短,但仍能保持紗條不斷頭而達到正常紡紗的目的。轉杯紡不同于環錠紡的細紗工序,細紗工序紗條加捻牽伸過程實際上就是纖維之間拉伸滑移及加捻過程,這期間紗條所承受的牽伸波及機械波都比較大,若棉纖維偏短,其摩擦力和抱和力便不足,使紗條產生大量斷頭,難以維持正常的紡紗生產。
2.轉杯紡所紡紗線較粗
設計制造轉杯紡紗機的指導思想和目的,就是充分利用低級棉,消化環錠紡的下腳料,紡制粗特(大號)紗。由于轉杯紡所紡的紗線一般都比較粗,紗線橫截面內所包含的棉纖維根數就比較多,這就增加了纖維之間的凝聚力及摩擦阻力,因而,可有效地減少和防止紗條斷頭而維持正常紡紗。
3.轉杯紡紡紗器有排雜功能
因為轉杯紡的紡紗器有排雜功能,分梳輥在對棉條梳理分解過程中,能排除棉條中的大部分雜質、短絨和灰塵,使棉纖維得到凈化,因而在紡紗加捻過程中可保持捻度傳遞、并有效而順利地進行,避免因雜質和短絨的阻隔而造成紗條斷頭。
4.轉杯紡的紡杯內存在阻捻頭
由于轉杯紡的紡杯內存在阻捻頭(假捻盤),一方面增強了紡杯凝棉槽剝離點到阻捻頭這段須條纖維間的聯系力,同時阻捻頭還產生假捻作用,增強了須條的動態強力,有效地防止了紗條斷頭。
5.轉杯紡所紡紗線的捻度較高
紡同樣線密度的紗時,轉杯紡紗條上的捻度要比環錠紡紗條上的捻度高15%—25%。雖然轉杯紡所用原棉的纖維短了一些,但由于增加了捻度,使紗條內纖維的抱和力和摩擦力相應提高,能減少或避免紗條斷頭,因此可以維持正常紡紗。
(二)轉杯紡不適合紡長纖維和非棉產品的主要原因
目前我國的轉杯紡紗機上大都裝配著CEⅡ型紡紗器,由于這種型號紡紗器的分梳輥直徑比較小,只有65mm,因此限制了所紡纖維的長度。在一般情況下,所紡纖維長度不要超過分梳輥直徑的2/3。纖維太長,會造成分梳輥齒端所握持的纖維剛脫離給棉板和給棉羅拉握持后,就立即進入輸棉通道口的轉移釋放區,這會給纖維轉移和釋放帶來一定困難。這時便有少數長纖維仍被分梳輥齒尖所握持,不能轉移出去而越聚越多發生分梳輥繞花現象,輕則造成紗條的條干惡化,重則會把分梳輥軋煞。因此,CEⅡ型紡紗器所紡纖維長度應在38mm左右,最長也應短于51mm。
由于化學
在紡非棉原料,尤其是紡化學纖維時,紡紗器的有些旋轉機件,如紡杯、分梳輥的旋轉速度都極快,當非棉纖維或化學纖維與這些高速運轉機件摩擦后,便會產生大量的靜電,靜電會干擾纖維的有序流動;又由于靜電的相互吸附和排斥,影響著纖維的轉移、并合與加捻,給正常紡紗帶來困難。
轉杯紡常使用的纖維原料還有毛類及麻類纖維,由于毛、麻纖維多數是毛紡廠和麻紡廠的下腳料(落麻、落毛),因而原料內的雜質多,纖維的長短差異大;毛、麻纖維一般都比較粗且剛性大,羊毛纖維表面含有鱗片,麻類纖維除脆性較大外,表層還含有殘存的果膠,果膠發粘會給通風和濾塵設備正常工作帶來一定危害。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:



