根據(jù)各種纖維的性能特征及實際情況,采用50%兔絨、30%山羊絨、20%新型復(fù)合纖維混紡,以粗梳毛紡織系統(tǒng)加工。紡紗工藝流程為,原料(兔絨、山羊絨、新型復(fù)合纖維)一和毛(B262)一梳毛(英國TATHAM)一走錠(意大利Bigagli)一絡(luò)筒(意大利sAVIO)一并紗(國產(chǎn)FA706)一倍捻(德國Saure)一成品。
2.1.1和毛
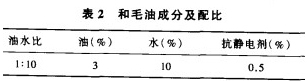
積極調(diào)整和毛工藝,選用合理的和毛助劑及混用比例,既要保證可紡性,又要兼顧成紗效果。和毛過程中,先對新型復(fù)合纖維進行開松,再進一步與兔羊絨纖維進行混合。由于兔羊絨的吸濕性強、縮絨性好,如果直接加油,兔羊絨易粘并糾纏,應(yīng)采取間接的給油方式,把和毛油水噴灑在兔羊絨上,悶毛至少24h,使油水均勻滲透,減少梳理時纖維的損傷。兔羊絨的比電阻大、易產(chǎn)生靜電,導(dǎo)致可紡性差,因此在和毛油中可加入一定量的抗靜電劑;兔絨纖維滑爽,纖維之間抱合力差.因此要加適量的防滑劑(增磨劑),以提高纖維的抱合力,提高可紡性。和毛后的上機回潮率夏季必須控制在20%~24%之間,冬季必須控制在22%一26%之間。兔絨含量越高,和毛油用量越大;抗靜電劑的用量也隨著兔絨含量的增加而加大,加水量的多少一般要根據(jù)原料回潮率、車間相對濕度、上機工藝來確定。和毛油成分及配比見表2。
2.1.2梳毛
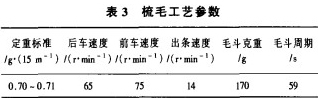
梳毛機是英國TATHAM公司的。由于兔絨光滑,為了避免斷網(wǎng)、粗紗大量斷頭等問題,對梳毛機的速度應(yīng)適當(dāng)降低,以后車錫林轉(zhuǎn)速65r/min為佳。為保證梳理效果,梳毛機的工作輥針布選用應(yīng)盡量細,初梳選用34號針布,末梳選用粗紡最高號35號針布。并在喂毛時均勻添加原料,嚴(yán)格控制喂毛量,回條及時均勻地添加到毛斗內(nèi),以保證毛紗支數(shù)偏差及不勻率在標(biāo)準(zhǔn)范圍內(nèi)。為避免纖維受到損傷,在紡制高比例紗時,車速不宜太快。兔絨含量高時,車速要適當(dāng)減慢,為減少機械式喂毛產(chǎn)生的不勻,落毛不勻應(yīng)采取單位時間里增加喂毛次數(shù),減少喂毛量。適量放大隔距,減少梳理環(huán),由于兔絨輕柔易拉傷,要合理調(diào)整各輥隔距,宜大不宜小。梳毛工藝主要參數(shù)見表3。
2.1.3走錠
走錠機的型號是Bigagli,規(guī)格為540,意大利進口,其自動化程度高,速度高,質(zhì)量穩(wěn)定,維護方便。走錠機在牽伸的同時就施加捻度,粗細不勻的紗段在紡紗時能受到自調(diào)勻整的作用,毛紗條干均勻度得到提高。走錠紡紗機適合紡長度較短的高檔纖維,或長度短、長度差異大的低檔原料。為了不增加梳毛機負(fù)荷,避免產(chǎn)生毛粒,不宜選擇大牽伸比。高比例兔毛產(chǎn)品要求毛感豐滿,為體現(xiàn)兔毛毛感,捻度不宜過大。其主要參數(shù)為:牽伸1.25倍,捻度380捻,m。
2.1.4絡(luò)筒
絡(luò)筒機是意大利Savio公司的。絡(luò)紗工藝應(yīng)注意的事項有:①應(yīng)盡量使紗的強力、捻度、伸長等物理機械性能以及光潔度不受損傷。②絡(luò)紗的張力盡量保持均勻,以保證卷繞條件不變。③絡(luò)紗時的結(jié)頭應(yīng)小而堅牢,以保證后序準(zhǔn)備工程或織造工程順利進行。④應(yīng)盡量除去紗上的疵點,以提高織造生產(chǎn)率,減少修補工時。
2.1.5合理選擇紗線的捻系數(shù)
<<上一頁[1][2][3][4]下一頁>>
 您所在的位置:
您所在的位置:














編.gif)
