工藝流程:二浸二軋(軋余率(70±2)%)一烘干一焙烘(高溫型染料180、190℃,中溫型染料170、180℃,低溫型染料170℃;焙烘時間為2min)一水洗一還原清洗一水洗一烘干。
還原清洗液處方:純堿2g/L,保險粉2g/L,浴比1:20,80~85℃清洗20min。
1.2.3纖維預增塑染色工藝
把纖維預先浸軋一定濃度的CWL水溶液,均勻無接觸式預烘至干后再浸軋染液,染液中不再添加助劑CWL,然后進行熱溶固色的染色工藝稱為預增塑染色工藝。具體方法:首先配制一系列濃度梯度的CWL水溶液,質量濃度分別為0、2、4、6、8g/L,分別將布樣浸入其中,采用二浸---~L的方式使助劑能夠在布樣上均勻分布,60℃預烘至于,然后采用低
溫熱溶染色工藝進行染色。最后分析采用預增塑工藝染色后織物的K/S值。
1.2.4KIS值的測定
K/S值的大小可以用庫貝爾卡一蒙克(Kubelka.Muk)函數值來表示,即
K/S=(1一R0)2/2R
式中:R為有色試樣趨于無限厚的反射率;R0為光沒有透射時的反射率;K為有色物質的吸收系數;S為散射系數。
采用測配色儀測試染色織物的K/S值。將每塊染色后的織物試樣疊3~4層(同一組測試的織物試樣所疊層數應相同),至不透光為止,進行3次測試后,從與該儀器相連接電腦上顯示的最大吸收波長下的K/S值曲線上讀取該試樣3次測量后的平均值,即為該試樣的K/S值。
2結果與討論
2.1助劑CWL對纖維的增塑效果
對滌綸機織布的原空白布樣、浸軋助劑CWL并預烘布樣(未染色)、浸軋助劑熱溶染色工藝處理后布樣采用差示掃描量熱法測試,分析其熱轉變溫度的變化情況,測試結果如圖1所示。
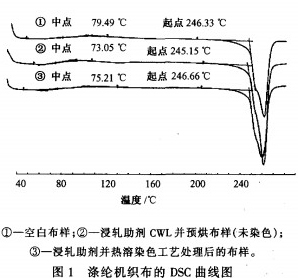
由圖1可以看出:未經任何處理的滌綸空白布樣的玻璃化溫度為79.49℃;浸軋助劑CWL并烘干后測得的滌綸織物的玻璃化溫度下降至73.05℃;經熱溶染色后織物的玻璃化溫度又上升至75.21℃。測量數據證實了助劑CWL能夠降低滌綸的玻璃化溫度從而對纖維起到增塑作用,使纖維在高溫下分子鏈段的活動程度增強,有利于分散染料進入到纖維內部。熱溶染色完成后,織物上的大部分助劑隨著皂洗工序的進行被水洗下去,因而纖維的玻璃化溫度又有回升。
助劑CWL能夠降低滌綸纖維玻璃化溫度的原因是由于助劑與滌綸纖維的結構相似,且分子小,能很快被纖維表面吸附,在纖維表面形成助劑層,在烘干時不斷擴散到纖維內部中,使纖維分子鏈之間的距離增大,從而削弱了纖維分子鏈間的作用力,鏈段間相互運動的摩擦阻力減弱,鏈段運動的活化能降低,致使纖維玻璃化溫度降低。而玻璃化溫度的降低直接導致分散染料容易進入纖維內部,從而降低了熱溶染色的溫度,達到低溫染色的目的。
2.2助劑對熱溶染色工藝KIS值的影響
<<上一頁[1][2][3]下一頁>> 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


