2.1染整工藝流程
全滌DTY緯彈、全滌DTY雙彈、全滌FDY雙彈、錦綸緯彈和錦綸雙彈這五種面料構成了早期滌綸彈力面料和錦綸彈力面料的主要部分全滌彈力面料和錦綸彈力面料工藝流程如下:
(1)全滌彈力面料(全滌DTY緯彈、全滌DTY雙彈和全滌FDY雙彈):平幅精練一預縮一預定一染色一定形一檢驗一包裝。
(2)錦綸彈力面料(錦綸緯彈和錦綸雙彈):平幅精練一吊線一預縮一預定一染色一定形一檢驗—包裝。
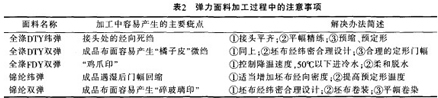
凡是在滌綸彈力面料和錦綸彈力面料加工過程中遇到的問題.在滌錦交織彈力面料和滌錦復合絲彈力面料加工過程中都會遇到表2中列出了早期的全滌彈力面料和錦綸彈力面料加工過程中需要注意的一些關鍵問題。
從錦綸彈力面料加工的工藝流程中不難看出.該類面料加工過程中除了要消除容易產生的主要疵點外,還必須解決布面擦傷問題。在滌錦交織彈力面料和滌錦復合絲彈力面料加工過程中.也是如此滌錦交織彈力面料和滌錦復合絲彈力面料加工工藝流程為:平幅精練一吊線一預縮一預定一染色一定形一檢驗一包裝。
滌錦交織彈力面料和滌錦復合絲彈力面料工藝流程中的主要工藝參數如下:
平幅精練:清水精練,先冷水,后熱水,再冷水,熱水槽水溫不超過85℃;
吊線:為避免斜紋織物擦傷,將織物反面朝外,于邊處每隔5m縫合一次:
預縮:染缸內預縮,120℃,30min,精練劑3g/L,染缸內要干凈:
預定形:170℃,車速35m/min,預定門幅比成品定形門幅窄2~3cm:
染色:見2.2染色:
后整理:見2.4后整理;
定形:200℃。車速35~45m/min,結合布面平整程度調整定形門幅和超喂大小。
上述工藝的制定.過多考慮了布面的平整程度染色過程中需要解決的問題遠比保持布面平整度復雜得多。
2.2染色
用高溫高壓噴射溢流染色設備對滌錦交織彈力織物進行繩狀染色.可以最大限度地掩蓋染色過程中織物表面可能出現的染色質量問題滌錦交織彈力織物用分散染料套平經緯兩種原料是非常困難的。用分散染料一浴法對滌錦兩相染色,兩相的得色深淺和得色色光都有區別。染后的牢度測試表明.滌錦交織彈力織物的摩擦牢度、皂洗牢度和日曬牢度都比分散染料染滌綸降低一級左右。為了盡量避免滌錦交織物的兩相色差.最好淺中色用分散染料染色。深色用分散染料/酸性染料一浴兩步法染色。即使染淺中色。也要對分散染料進行精選.對助劑進行選擇。同時嚴格控制染浴pH值的穩定性。在升溫的初期,要盡早控溫。為了延長工藝時間.使滌錦兩相盡可能多的獲得“拉平效應”,也可以采用分段升溫的工藝方法。
用分散/酸性染料一浴兩步法對滌錦交織物染色.染色工藝可以參照前面分散染料染淺色的工藝不同的是在降溫階段,降至95℃時,保溫30min,這有利于酸性染料的充分上染。降溫至50℃以下進冷水.可以避免進冷水過早引起布面出現“碎玻璃印”采用分散/中性染料一浴兩步法對滌錦交織物染中淺色,也是可行的。
<<上一頁[1][2][3][4]下一頁>> 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


