2.1.3元明粉用量對染色效果的影響
固定溫度60℃、純堿5L,按1.3實驗方法改變元明粉用量,對漂白大豆纖維針織物進行染色,染畢,測定上染百分率和固色率,結果見表3。
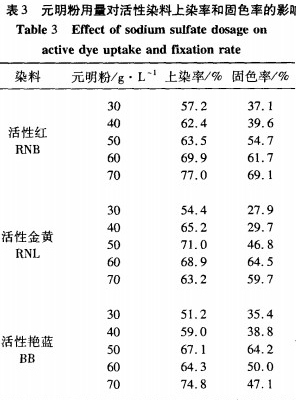
在一定范圍內,隨著元明粉用量的增加,大豆纖維的染色深度增加,加入元明粉降低了染料與纖維問的靜電斥力,有利于染料的上染。但是沒有必要采用很高的元明粉用量增加染色深度,這是因為過高的元明粉用量將增加染料在溶液中發生聚集而生成沉淀的程度,從而易出現色點和色花病疵,染色性能也將受到影響,并增加染色廢水處理的負擔。因此,元明粉的用量一般控制在50L左右,可獲得較好的染色效果。在實際生產中適當增加元明粉用量可提高染色深度。
2.2大豆纖維變性浴染色工藝研究
2.2.1pH值對大豆纖維變性浴染色性能的影響
由以上實驗可以看出,大豆纖維在堿性浴中染色后的上染百分率只有60%一70%,染液中還有30%一40%的染料因其水鷦失活而沒被利用。大豆蛋白纖維是聚乙烯醇大豆蛋白改性纖維,其中大豆蛋白占23%一55%。大豆蛋白由多種氨基酸組成,一般在酸性條件下染色可取得較好的效果。失去活性的活性染料的化學結構和酸性染料相似,它們均帶有可溶性磺酸基團,也可以說活性染料是帶有活性基團的酸性染料,它在酸性條件下可以和蛋白質大分子中的氨基反應,生成鹽式鍵,從而使被染物繼續上染。
因此堿性浴染色結束后,利用緩沖溶液調節殘液的pH值,續染一定的時間可進一步提高上染率,上染率和固色率見表4。從表4中可看出,隨著染液pH值的降低,染料的上染百分率明顯提高。在pH接近中性時,上染百分率降低,是由于大豆纖維末端質子化氨基數量的減少和離子化羧基數量的增加而引起的。
由表4得知,隨著pH值的降低,3只染料在大豆纖維上的上染率和固色率逐漸增加。對于大豆纖維而言,按常理,當pH較低時,大量的氨基發生離子化,上染大豆纖維的活性染料與纖維上的質子化的氨基以離子鍵結合的比例增加,這也是在酸性浴中,這些染料對大豆纖維上染率比較高的原因所在。但pH小于3時,纖維的某些性能會受到一定程度的影響。
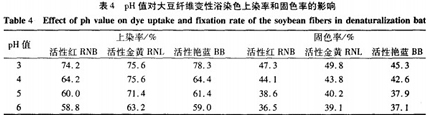
根據實驗結果,可認為,酸性浴染大豆纖維時,pH控制在3~4較為合適。
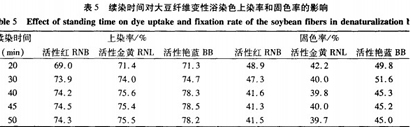
2.2.2續染時間對大豆纖維變性浴染色性能的影響
由表5看出,隨著續染時間的增加,這3只染料的上染百分率和固色率有增大的,也有減小的趨勢,但是變化趨勢很小。故酸性浴的續染時間可控制在40rain左右為宜。
2.3堿/變性浴對大豆纖維染色性能的影響
2.3.1堿/變性浴對上染率和固色率的影響
<<上一頁[1][2][3][4]下一頁>> 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


