1.4.2上染百分率的測定
上染百分率(%E)采用殘液法測定,按公式(1)計算,式中的A0和A1分別為染色前后染液的吸光度。
%E=_(1一A1/A0) ×100 (1)
1.4.3活性染料固色率的測定活性染料固色率(%F)采用洗滌法測定,按公式(2)計算:
%F=(1 —AbVb / AaVa)×100 (2)
式中:Va一標準染浴沖稀后的體積;Aa一標準染浴沖稀后的吸光度;Vb一染色殘液、洗滌液和皂煮液合并沖稀后的體積;Ab一染色殘液、洗滌液和皂煮液合并沖稀后的吸光度。
1.4.4水洗牢度的測試及評定
水洗牢度實驗按照ISO105一C02.1989方法測試。
2結果與討論
2.1大豆纖維堿性浴染色工藝研究
2.1.1染色溫度對染色效果的影響
固定元明粉4Og/L、純堿5L,按1.2實驗方法,改變染浴的溫度,對漂白大豆纖維針織物進行染色,染畢,測定上染百分率和固色率,結果見表1。
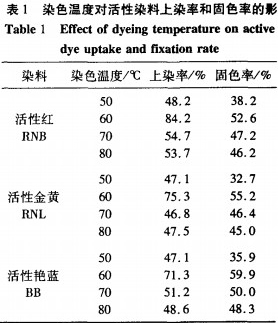
從表1可以看出,科華素系列的各只染料上染百分率隨著染色溫度的升高而增加,同時在60qC時可獲得較高的固色率,但在染色溫度超過60℃后上染百分率明顯下降。這是由于溫度的提高可使染料的水解以及染料的和纖維的反應速率都增高,但對水解的影響更為顯著。溫度越高,染料的親和力或直接性就越低。染料的平衡吸附量也會降低。
根據實驗分析,為了染勻、染透織物,同時考慮到節能和減少纖維損傷,可認為,科華素系列染料(活性紅RNB,活性金黃RNL,活性艷藍BB)對大豆纖維的較佳染色溫度為60℃左右。
2.1.2純堿用量對染色效果的影響
固定元明粉40g/L、溫度60℃,按1.2實驗方法,改變純堿用量,對漂白大豆纖維針織物進行染色,染畢,測定上染百分率和固色率,結果見表2。
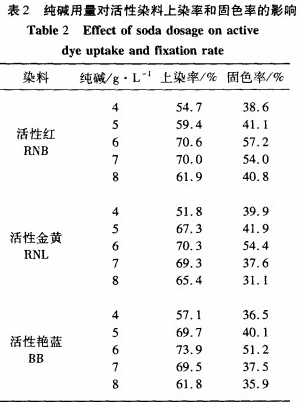
大豆蛋白纖維分子多為多肽聚合物溶解于強堿而制得,故不耐氫氧化鈉,因此選用純堿作為固色劑。從表2可以看出,隨著純堿用量的增加,科華素系列染料染色的上染率呈增加趨勢,超過6L后,隨著純堿用量的增加,上染率同固色率一樣呈下降趨勢。
根據實驗結果,大豆纖維在用科華素活性染料染色時,在浴比為1:30的情況下,對于中色染色,純堿用量采用5~6L即可,沒必要采用更高的純堿用量,因為過高的純堿用量會導致活性染料中乙烯砜基的水解,染色深度和染料利用率反而會降低。
<<上一頁[1][2][3][4]下一頁>> 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


