緊密紗的質量優勢和緊密紡的工藝優勢已經知曉,但僅僅依賴緊密紗的質量優勢和緊密紡的工藝優勢作為展現緊密紡技術的綜合優勢是遠遠不夠的。如果沒有大量且到位的相關配套技術,不僅緊密紡技術的綜合優勢不能展現,而且緊密紡系統結構的創新設計、工藝參數的優化選擇和緊密紗自身應有的優勢也都不能實現。因此,必須重視緊密紡工藝的配套技術。
緊密紡工藝自身的配套技術
緊密紡是嫁接在環錠紡上的一種新技術。緊密紡工藝要順利實施,達到系統結構設計的預想,獲得理想的緊密紗,首先就要完善自身的配套技術,包括關鍵件、專件及其他紡紗器材的配套完善。緊密紡系統的關鍵件不僅影響其結構設計,而且影響其工藝性能。有關關鍵件本書的第3章已經敘述,此處不再重復。本節僅分析緊密紡的其他配套專件。
緊密紡工藝的配套膠輥
膠輥是緊密紡不可缺少的最重要配套專件之一。不論所述的哪種緊密紡系統都離不開膠輥。這里的膠輥是指與集聚羅拉、吸風管套集聚圈組件或者輸出羅拉構成加捻/阻捻鉗口的輸出膠輥。為了敘述簡潔,以下僅以用得最多的吸風管套集聚圈集聚型系統的輸出膠輥為例說明,因為它同樣適用于其他緊密紡系統。
根據緊密紡工藝的要求,配套膠輥應當具備以下性能。
a.良好的耐磨性
緊密紡工藝要求膠輥應具有良好的耐磨性。其因在于:集聚纖維須條的吸風管位置固定,吸氣口寬度很小,因此,為保證集聚效果,粗紗橫動動程應當相應減小。普通環錠紡——般有5—8 mm的導紗橫動動程,而緊密紡中該導紗橫動動程將減小到1~2 mm左右,這無疑加大了膠輥的磨損。另一方面,緊密紗纖維伸直度好,強力高,結構緊密,無疑也會加大對膠輥的磨損。實驗研究表明,緊密紡中的膠輥、集聚圈的磨損不是線性增加,而是幾何倍數關系。在緊密紡中,膠輥一般8—12周就需要回磨,比環錠紡20—26周的回磨周期大為縮短。因此,緊密紡工藝要求膠輥、
緊密紡工藝的配套鋼領、鋼絲圈
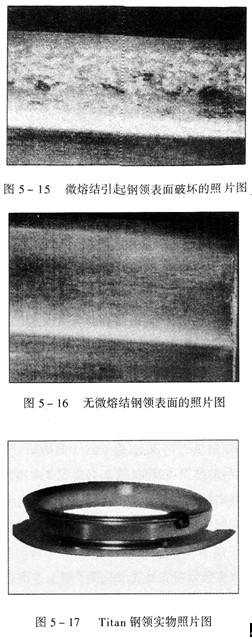
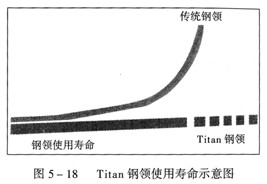
傳統環錠紡細紗機上,鋼領和鋼絲圈是細紗加捻卷繞的專件,利用它們之間的速度差使細紗獲得所需的捻度。鋼領、鋼絲圈是環錠紡紗過程中影響成紗質量的重要專件,尤其對于減少成紗毛羽、降低細紗斷頭至關重要。在環錠紡的加捻卷繞過程中,當主要致力于減少紗線毛羽而不斷改進鋼領和鋼絲圈形狀結構時,其實紗線的毛羽也在為鋼領、鋼絲圈提供一種潤滑保護作用。這種作用可延長鋼絲圈的使用壽命。
在環錠紡紗過程中,鋼絲圈被動旋轉,是一個阻力裝置,用以產生紗線張力。鋼領和鋼絲圈之間通過由紗線纖維產生的潤滑層,即纖維分子、蠟和其他微粒(纖維膜)來潤滑,以減少兩者之間的摩擦,穩定高速回轉。這種潤滑層需要不斷自行再生。如果潤滑層脫落,鋼領和鋼絲圈之間的金屬直接接觸,就會加大摩擦。兩者之間的摩擦因數取決于多種因素,如纖維類型、纖維的潤滑成分、鋼領和鋼絲圈的表面狀態、鋼絲圈的外形和剖面結構等。
在緊密紡工藝中,緊密紗的毛羽如果被較徹底地消除,那么這種毛羽潤滑保護作用就會相對減弱或消失。緊密紡裝置原本設計在加捻三角區,
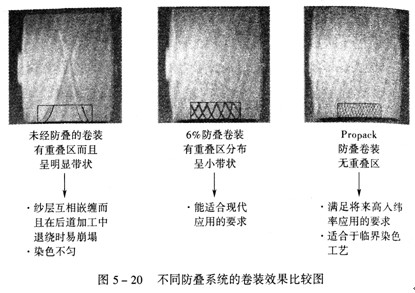
為了盡可能利用已減少的纖維潤滑性,緊密紡用鋼絲圈在形狀結構上應設計較深的紗線通道。鋼絲圈縱斷面較寬的半圓形(udr)設計適合紡制純棉紗,而縱斷面為標準半圓形(dr)的鋼絲圈則適合于紡制混紡及特殊紗線(圖5—19)。更換鋼絲圈后,試車時間(走熟期)不能縮短,在最初的30min內,錠速應減少30%,同時將鋼絲圈清潔器調到比鋼領生產商說明的距離近0.1~0.2 mm處。由于緊密紗的緊密度高,一般不會產生類似棉粒的負面影響。
瑞士布雷克公司根據三十多家紡紗廠提供的數據進行了匯總,以反映大多數用于緊密紡的鋼絲圈使用情況,并依此推薦了適用于不同機型緊密紡工藝的鋼絲圈(參見表5—1),可供參考。

除瑞士布雷克公司外,德國的Tec公司也研制了一種氮化硅即精細陶瓷表面處理的鋼絲圈。這種表面經過處理的鋼絲圈耐磨性很好,在錠速17500r/min條件下,可運轉105天,配用緊密紡工藝,效益顯著:Reiners+Furst公司是研制適用于緊密紡鋼絲圈的另一家德國公司。它研發的鋼領與鋼絲圈為Cera—Dur型。Cera—Dur型鋼領上涂有含鎳分散涂層,與新型特殊表面涂層的Cera—Dur型鋼絲圈配套使用,可保證最佳的摩擦因數,達到最低摩擦力,對降低鋼領、鋼絲圈的磨損有積極效應。該鋼絲圈的使用壽命可長達1000 h以上,且不會對紗線特征值造成負面影響。此外,緊密紡工藝也可選用國產合金鋼領,與鍍鉻鋼絲圈配套使用。
在與傳統環錠紡細紗機相同的紡紗條件下,一般而言,緊密紡工藝使用的鋼絲圈宜偏輕掌握,清潔器偏小掌握為宜。
緊密紡工藝的配套導紗鉤
導紗鉤雖算不上環錠紡的重要專件,但用于緊密紡工藝時,也應當做出相應調整。緊密紡由于紗線光潔、毛羽少、結構緊密、紗線強力高,因此對導紗鉤的磨損同樣比較嚴重。在緊密紡工藝中,一
緊密紡工藝的配套絡筒技術
緊密紡雖作用于環錠紡的加捻三角區,但其影響不僅延伸至其自身的牽伸機構和加捻卷繞機構,而且波及紡紗工序之外的其他相關工序。這些相關工序中最主要和最重要的是絡筒工序。
緊密紡工藝的配套絡筒技術要求
絡筒是棉紡紡紗后的首道生產工序。它與細紗工序緊密相連,在紡織生產中能起到質量過濾器的作用。對于緊密紡工藝,絡筒工序的重要性也并不例外,如何在保持緊密紗原有質量的同時,為后道織造工序準備優良的筒紗,是絡筒工序追求的目標。
為了使緊密紡工藝的潛能在絡筒工序中得到充分發揮,必須充分分析整個絡筒的工藝過程。例如,接頭質量、紗線品質、卷裝成形、在線檢測以及其對緊密紗的適應性等,并對絡筒工序進行全面優化,以使絡筒的效果滿足緊密紗的品質要求,卷繞的筒紗能使紡織生產順利進行,達到經濟有效的最佳效果。
緊密紡工藝的配套絡筒技術要求包括以下幾點。
a.提高清紗效率和接頭質量,確保紗線品質
緊密紗由于毛羽量低,條干均勻度高,紗線的缺陷(如較小的粗細節、紗線中的異纖維、棉結、紗線接頭等)很容易被肉眼發現,在織物上產生十分明顯的疵點,影響面料的外觀質量。因此,緊密紡工藝必然要對絡筒工序的清紗和接頭提出更高的技術要求:提高清紗效率和接頭質量,杜絕或不產生可視的疵點,確保紗線品質。
b.充分利用紗線資源
絡筒工序一方面要保證緊密紗適應高品質產品的質量要求,同時也要保持其在紡
緊密紡工藝配套的自動絡筒機
由于緊密紡對絡筒工序的技術要求很高,因此有公司研發出了適用于緊密紡工藝配套的自動絡筒機。
德國賜來福公司是蘇拉集團的子公司,也是世界領先的紡機生產商之一。賜來福公司很早就參與了緊密紡紗線絡筒工藝的研究,并與青澤公司密切合作,對緊密紗的絡筒工藝進行了設計優化,使之滿足緊密紗的特殊要求和絡筒后續工序的變化需求。目前,賜來福公司已推出了適用于高質量緊密紗絡筒的Autoconer 338型自動絡筒機。該自動絡筒機能很好地滿足現代緊密紡紗線對絡筒技術的要求,有關數據表明,約有65%的緊密紗都采用Autoconer 338型自動絡筒機進行絡筒加工。
賜來福公司的Autoconer 338型自動絡筒機采用模塊式結構,每一種型號的機器都由以下部分裝配而成:
①卷繞頭,所有型號的絡筒機都具有相同的主結構和卷繞裝置;
②帶有動力裝置的基本機架和帶有可調節負壓壓力的抽氣裝置;
③用于
d.在線質量監測
賜來福絡筒機的重要優點是在線質量監測和采用傳感器調節,以確保最大的生產可靠性和較低的紗線應力,并通過消除不必要的操作步驟,使各生產工序相互之間獲得最佳的
絡筒機用減少毛羽裝置
管紗在自動絡筒機上退繞的速度,通常要比細紗機的紡紗速度高50—100倍。高速退繞時,紗線在紗線通道上的摩擦會產生大量的手羽,一般要比在絡筒前的管紗毛羽增加2—5倍。緊密紗一般都應用于高品質的服裝面料,因此對毛羽的要求比較嚴格。如果在絡筒工序中能不增加甚至進一步減少紗線毛羽,將對紗線后道加工和獲得高檔織物提供有力的質量保證。
賜來福公司的Autoconer 338型自動絡筒機是緊密紗絡筒專配的絡筒機,或者說是與緊密紡工藝配套的絡筒機,效果好,效率高,但價格貴,投資大。那么是否可以在常規的自動絡筒機上加裝去毛羽裝置以減少筒紗毛羽呢?答案是肯定的。
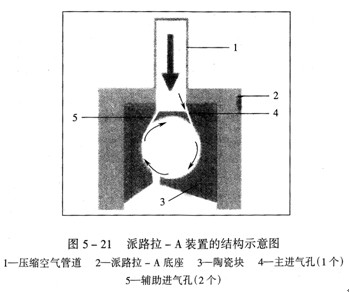
村田(MURATEC)公司的派路拉—A(Perla—A)去毛羽裝置就是能在絡筒工序中減少紗線毛羽的專用裝置。為了滿足客戶對高品質紗線的需求,紡紗企業可以考慮在自動絡筒機上加裝派路拉—A去毛羽裝置。這種裝置雖然不是為緊密紡工藝配套專用,但用于緊密紗絡筒也是可行方案之一。
派路拉—A去毛羽裝置主要由壓縮空氣管道1、底座2、陶瓷塊3、主進氣孔(噴嘴)4、輔助進氣孔(噴嘴)5等構成(圖5—21)。其工作原理是:當管紗高速通過派路拉—A去毛羽裝置的陶瓷塊3的中腔時,壓縮空氣開關自動打開,壓縮空氣經壓縮空氣管道1由主進氣孔4進入陶瓷塊3的中腔中,由于主進氣孔4的結構設計可使進入陶瓷塊3中腔的壓縮空氣快速形成高速旋轉的氣流(即渦流)。在高速旋轉氣流的作用下,紗線的毛羽特別是較長的毛羽,會繞著紗線主干進行旋轉并包裹到紗
此外,由于緊密紡細紗機的結構和工藝與傳統的環錠細紗機有較大的不同,因此,有必要對紡紗廠的操作和保全工作人員進行上崗前的技術培訓。
在緊密紡工藝的實際應用過程中肯定還會出現許多新的問題,但正是這些問題的不斷解決和工藝優化,推動了緊密紡技術的不斷向前發展。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


