緊密紡是一種新技術,它一定需要一系列新工藝與之為伴。而此系列新工藝也應具有許多特點,以突出緊密紡這種新技術的優勢。
緊密紡工藝概述
雖然各種緊密紡系統的集聚原理是一致的,都是在牽伸區與加捻點之間設置了加強纖維束橫向收縮的機構或裝置,但各種緊密紡裝置的機構設計是不同的,因此,各種緊密紡裝置相應的工藝也不同。即使是相同的緊密紡系統,也可能使用不同的緊密紡工藝,達到不同的工藝效果。但概括說,纖維須條從牽伸區到集聚區的轉移方式、集聚區到加捻區的過渡方式、集聚區內的纖維集聚方式和阻捻鉗口的作用方式都是緊密紡工藝的共同點,對緊密紡工藝的影響最大,而纖維本身的特性(例如纖維的長度、細度等)、車間內的溫濕度等工藝條件也會影響紡紗工藝。
很顯然,在緊密紡工藝設計時,要針對不同緊密紡裝置的特點,制定不同的工藝,并且對工藝不斷優化。例如,吸風管套集聚圈集聚型緊密紡系統的集聚區可設置張力牽伸,而集聚羅拉集聚型緊密紡系統就不能設置張力牽伸,因此,要針對不同的緊密紡系統和機型,合理地設計工藝,并要有不同的工藝調節方法,要通過試驗,優化工藝設計。對于可設置張力牽伸的機型,要匹配好張力牽伸,而對于僅依靠改變輸出膠輥直徑來調節牽伸比的情況下,要嚴格按照膠輥直徑進行分檔管理。
在一般情況下,客戶使用緊密紗,均用于質量要求較高的品種上,因其價格相對較高,所以對紗線的質量要求也更為苛刻。常規的工藝思路設計難以滿足要求,必須進行系統性考慮,不斷優化工藝設計,發揮緊密紡的工藝優勢,最大限度地滿足客戶的要求。
緊密紡工藝的原理分析
緊密紡工藝的關鍵在于它在環錠紡紗機牽伸機構之后的加捻三角區位置加裝了纖維集聚裝置,通過負壓氣流或相應部件對加捻三角區內的纖維束進行有效控制,使捻度盡可能傳遞到前鉗口,減小甚至消除加捻三角區,得到毛羽少、強力高的高質量緊密紗。
在各類緊密紡系統中,傳統的牽伸機構基本沒有變化。粗紗以粗圓的纖維束形
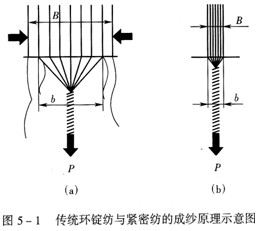
設牽伸后纖維束寬度為月,進入加捻三角區的纖維束寬度為b。在傳統環錠紡工藝中,B>占,且b較寬,且存在明顯的加捻三角區;在緊密紡工藝中,B≈b(B等于或略大于b),且b較窄,加捻三角區減小或消失。之后,纖維進入加捻成形階段。由于鋼絲圈和鋼領的旋轉速度差異,離開輸出鉗口的纖維束在整個集聚纖維條上進行加捻,纖維抱合在一起形成圓形截面的細紗;緊密紡工藝由于消除了加捻三角區,紗條結構即纖維在紗線中的排列形態得以改善,紗線毛羽大幅減少,同時強力明顯提高。由于緊密紡工藝專注解決纖維橫向集聚緊密問題,因此,在主牽伸區中的集合器可以去除,以縮小前自由區的長度,使浮游纖維的運動得到較好控制,牽伸引起的附加不勻顯著降低,進一步增強和改善了緊密紡紗線的外觀質量和內在品質。
在實現這一原理的工藝過程中,不同生產廠家、不同形式的集聚裝置在機械設計方
緊密紡工藝的優勢分析
從緊密紡工藝過程角度看,其最大特點就是:不拘泥細紗工藝本身,而注重調整整體工藝布局和安排。緊密紡技術的優越性不僅反映在細紗工藝上,而且更重要的是反映在其上游和下游的工藝配備上;不僅反映在細紗產品
有利于合理配棉,擴大原料使用范圍
合理配棉是一句業界老生常談。但緊密紡對于合理配棉工藝的影響絕非老調重彈,因為其效果是確切的,傳統環錠紡是做不到的。采用緊密紡工藝后,合理配棉工藝包括以下兩點。
①適當減少用棉量,提高纖維利用率。由于消除了加捻三角區,減少紡紗過程中的飛花和紗線毛羽,緊密紡工藝不僅可以有效地集聚纖維,使纖維均勻排列,集聚緊密,長度得到充分利用,而且可以因此而提高纖維利用率,降低纖維損耗率。這一方面有利于工作環境清潔衛生,另一方面意味著節省了原料。實驗表明,采用緊密紡工藝,特別是精梳產品使用緊密紡工藝時,通過直接而適當地降低精梳落棉率,可減少噸紗用棉量的5%~8%,降低了原料投入成本。某些高特(低支)精梳紗還可用普梳緊密紗代替,以進一步提高纖維利用率。
②合理降低用棉等級,擴大原料適用范圍。緊密紡工藝不僅可山使原料用量減少,而且可以降低原料等級。在保持與普通環錠紗品質相同或略優的情況下,可以合理地降低配棉的等級長度,如降低0.5個配棉等級或1 mm的配棉長度,以降低原料成本。在當今,天然紡紗原料價格不斷攀升,紗線售價中原料成本比例日益增大的情況下,適當減少噸紗用棉量和合理降低用棉等級,不僅仍可保持適度的紗線品質優勢,擴大原料適用范圍,而且明顯可以提高經濟效益。在緊密紡工藝中,由于短纖維也向紗線中心緊密集聚,對纖維實際利用率也有貢獻,所以短纖維含量的差異對緊密紗強力的影響比較小,有利于進一步擴大原料適用范圍。
有利于提高紡紗細度,降低單紗捻度
如果考慮到原料構成和庫存情況,使用原環錠紡工藝配棉的原料品質,采用緊密紡工藝后,則可提高紡紗細度,以獲取附加經濟效益。低特(高支)紗的紗線截面中纖維根數越少(紗線越細),纖維長度分布對紗線強力和原料利用率的影響就越大,因此,利用緊密紡紡制低特 (高支)紗時,緊密紡工藝
有利于提高生產效率,增加經濟效益
傳統環錠紡中,加捻三角區的紗條強力比有捻紗段約低40%,紡紗過程中的絕大多數斷頭發生在該區域。緊密紡工藝消除了強度最薄弱的加捻三角區,充分利用了纖維長度,因此可減少細紗斷頭,工藝操作簡單,或者擴大看臺數量,從而可提高細紗機生產效率。與傳統環錠紡相比,在同錠速、同捻度情況下,緊密紗的斷頭率可降低20%— 50%。如果只需達到原有紗線的強度,則可用較低(降低約20%)的捻系數運轉,從而也可以提高細紗機的生產效率。再有,考慮到緊密紡的原料使用情況和所紡紗線細度的要求,也可以適當提高或降低車速,以提高產量和保證質量。此外,在股線結構中,細紗的捻度越高,股線所需加的捻度也越高,由于緊密紡工藝中,可在保證原有單紗強力的條件下,適當降低單鈔的捻度,同時也使合股所加捻度相應減少,因此可提高細紗和股線掏產量,減少能源消耗,提高生產效率。
有利于開發新產品,擴大市場銷路
緊密紗毛羽少,強力高,手感好,外觀美,因此可開發傳統環錠紗不能做到的新產品,如低特(高支)高密產品;或者開發傳統環錠紗想做而做不到的產品,如單經單緯產品或者開發突顯緊密紗特色的新產品,如棉綢產品等。這些新產品會擴大市場銷路。
有利于縮短工藝流程,縮短生產周期
緊密紡技術生產的緊密紗極富特色:沒有毛羽,可以省去或部分省去上漿工序,可以省去或部分省去燒毛工序,部分產品采用普梳緊密紗替代傳統精梳紗,還可以省去精梳工序,大大縮短了工藝流程;強力高,可以提高絡筒速度、整經速度、織造速度以及染色速度等,因此可明顯縮短生產周期。
緊密紡工藝的劣勢分析
與傳統的環錠紡工藝相比
加大紡織專件的損耗,增加工藝管理內容
緊密紡工藝中,粗紗的橫動動程為4—5 mm,小于一般環錠紡的粗紗的橫動距離,因此,牽伸裝置中的膠輥、皮圈很容易被磨損,一船前膠輥只能使用8—12周,縮短了更換周期。另一方面,緊密紗內纖維排列均勻,伸直度好,結構緊密,強力高,控制加壓需要加大,因此也增大了膠輥的損耗,縮短了更換周期。紡織專件的日常保養和更換周期需加強和調整,增加了工藝管理的內容。
采用吸風管套集聚圈集聚型的緊密紡細紗機中,經一段時間的運轉,集聚圈表面會黏附灰塵、短絨、棉蠟和前紡工序中的添加劑如蜜露橙之類雜物,造成吸風孔g艮的堵塞和集聚圈各處吸氣不勻,導致集聚效果下降,緊密紗條干不良,因此集聚圈必須經常保持清潔和周期性的清洗,這增加了工藝操作和運行管理的內容。由于空氣中灰塵的含量、纖維材料、紗線細度及機器的清潔度不同,現有質量好的集聚圈使用壽命一般為4—6個月。不過集聚圈的清潔操作和更換是必要的,是一種必需的運行費用。
傳統紡紗理論認為,在紡紗工藝中,紗線上的毛羽能為高速回轉的鋼絲圈提供一種潤滑作用,可延長鋼絲圈的使用壽命。但在緊密紡工藝中,由于緊密紗的毛羽大幅度減少,使得鋼領與鋼絲圈之間的潤滑層不能快速形成,導致鋼絲圈較為頻繁的更換。同時,緊密紗結構緊密,強力高,對鋼領和鋼絲圈的磨損也增大,或者說緊密紡工藝對鋼領和鋼絲圈的質量要求更高(參見本章5.4節)。此外,紡紗鋼領、氣圈控制環、導紗器和錠子要嚴格對中,工藝設備管理要求更高。
生產環境要求更高,基礎工作要求做好
目前使用的緊密紡大多采用氣流集聚型系統。氣流集聚型系統由于負壓吸力的作用,使緊密紡機器區域或整個緊密紡車間處于一個大負壓區中,勢必會吸引相鄰機器上和生產環境中的飛花和灰塵,影響緊密紡工藝效果的落實,因此必須注意
緊密紡工藝的審視
緊密紡技術的出現,標志著環錠紡紗技術又有了一個新的突破,它明顯地改善了環錠紡紗線的性能,特別是大大降低了細紗毛羽數量,顯著提高了單紗強力,降低了單強CV值,使成紗質量提高到了前所未有的高度,并減輕了后加工過程的負擔,縮短了后工序的工藝流程,為加工優質產品以及開發前所未有的新型面料奠定了技術基礎,也為進一步降低成本和提高經濟效益及社會效益提供了可能性。
從工藝角度看,緊密紡工藝流程短,產品質量高,不僅使紡織工業有了新的增長點,而且也可以使服裝和時裝工業具有更開闊的產品開發空間。服裝特別是時裝設計可以以緊密紗的優秀品質為出發點,從緊密紡工藝做起,深入挖掘緊密紡工藝的獨特優勢,并相應改進自身的工藝,充分發揮想象力,拓展視野空間,進行一系列的創新設計,創造出美輪美奐的新奇產品。
緊密紡問世以來,工藝技術不斷發展,產品已逐漸贏得市場。緊密紡工藝可生產出完善
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


