前述各節,介紹了國內外各種緊密紡系統及其結構特征。本節將以其為基礎,對各種緊密紡系統做一對比分析,以進一步了解各種緊密紡系統。
瑞士立達公司與德國緒森公司緊密紡系統的對比分析
瑞士立達公司的ComforSpin®緊密紡系統和德國緒森公司的 EliTe®緊密紡系統是世界上最早研發出來的緊密紡系統。它們是迄今技術最成熟、效果最優良的兩種緊密紡技術,也是緊密紡紗錠截止到目前在國際上推廣最成功、應用最多的兩種緊密紡系統。
瑞士立達公司與德國緒森公司緊密紡系統的結構特征分析
立達公司的ComforSpin®緊密紡系統和緒森公司的EliTe®緊密紡系統都屬于氣流集聚型緊密紡系統。它們的共同特點都是在牽伸區前加裝了一套負壓吸風系統構成的,用以消除加捻三角區,達到減少紗線毛羽、提高成紗質量的目的。但這兩種緊密紡系統的結構設計明顯不同,它們的負壓吸風系統結構和元器件設計存在著本質差異: ComforSpin®緊密紡吸風系統的特征是集聚羅拉吸風結構設計,而 EliTe®緊密紡吸風系統則是吸風管套集聚圈吸風結構設計,屬于氣流集聚型緊密紡系統中的兩種吸風結構類型的典型代表。
a.立達公司ComforSpin®緊密紡技術的首創點(圖2—60)
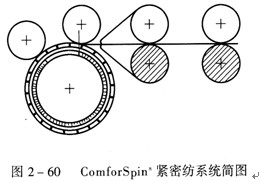
①緊密紡機構與牽伸機構一體化設計。這種設計的主要特征是以集聚羅拉代替原紡紗牽伸裝置中的前羅拉,使緊密紡機構與原牽伸結構以其為紐帶緊密銜接。集聚羅拉既保持了原有前羅拉的牽伸功能,又承擔著負壓吸風集聚纖維的任務,同時還要負責輸送纖維進入加捻區。這意味著,ComforSpin®緊密紡系統需要改造原牽伸機構或者重新配制一體化設計的牽伸機構。因此從嚴格意義講,該系統不能稱為在“牽伸區前加裝一套緊密紡裝置”的緊密紡系統。正是由于集聚羅拉的至關重要地位和作用,這種類型的緊密紡
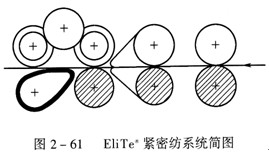
①加裝緊密紡機構設計。這種設計真正是在前羅拉前增加了一套緊密紡系統或裝置,原有的牽伸機構不做任何變動的設計。其緊密紡系統的吸風集聚機構由吸風管外套集聚圈組成。吸風管上對應每個紡紗錠位處開有沿纖維運行方向傾斜一定角度的吸風口。吸風管
與負壓源相連。這一特點,使該系統便于對傳統環錠紡細紗機進行緊密紡改造。
②引入集聚圈。這種系統的吸風管是固定不動的,因此必須引入一個在配合吸風管完成吸風集聚纖維任務的同時,還可以完成纖維輸送任務的機件,這就是集聚圈。它套裝在吸風管上對應吸風口的位置處,承擔輸送須條和集聚纖維的雙重任務。進入集聚區的纖維通過吸風口和集聚圈的小孔被吸附在對應吸風口部位的集聚圈上,受負壓作用而集聚成緊密紗(參見本章2.2節)。由于這種緊密紡系統的纖維集聚任務主要由吸風管和集聚圈共同完成的,因此稱其為吸風管套集聚圈集聚型緊密紡系統。
集聚圈由柔性材料包括纖維材料和
瑞土立達公司與德國緒森公司緊密紡系統的綜合對比分析
a.從兩種系統的工藝角度比較
從工藝角度看,在ComforSpin®緊密紡系統中存在的缺陷是:無控制區有所增加,不利纖維牽伸控制。該系統由于采用了大直徑的集聚羅拉替代了前羅拉,使主牽伸區的前無控制區長度有所增大,不利于對纖維特別是短纖維或浮游纖維的牽伸控制。但也正是由于沒有前羅拉,使得牽伸鉗口與集聚鉗口“零距離接觸”,集聚作用可以延伸到牽伸區,可彌補或部分彌補前無控制區增大之不足。落棉率相對提高,加大了原料消耗。該系統的集聚羅拉為鋼質材料,表面十分光滑,與纖維的摩擦因數很小,加上羅拉表面的吸
氣流集聚型與機械集聚型緊密紡系統的對比分析
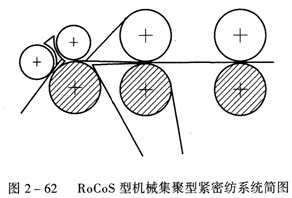
自1999年緊密紡細紗機問世以來,以立達公司的ComforSpin®和緒森公司的EliTe®為代表的氣流集聚型緊密紡系統發展極為迅猛,許多國際知名企業紛紛涉足緊密紡領域,推出了自行研制、形式多樣的氣流式緊密紡細紗機或裝置。國內也有大量紡機生產廠商,或自行研制或引進關鍵技術,投入到氣流式緊密紡細紗機的研制開發中。直到2003年,瑞士Rotorcraft公司在ITMA 2003(伯明翰國際紡織機械展覽會)上首次展出了自己的RoCoS型緊密紡細紗機,率先創出了一種機械集聚型的緊
氣流集聚型緊密紡系統的種類很多,包括瑞士立達公司的ComforSpin®緊密紡系統,德國緒森公司的EliTe®緊密紡系統,德國青澤公司的AirComTex緊密紡系統,意大利馬佐里公司的Olfil®緊密紡系統,日本豐田公司的EST緊密紡系統等以及國內眾多廠商的緊密紡裝置。這些緊密紡系統雖都屬于氣流式集聚類型,但集聚形式各有特點和不同。各公司通過不同的主、被動傳動形式,變化集聚器件的結構形狀以及在須條的上下位置,改變吸風口的長度、角度和方式,以避免可能的侵權糾紛。這些不同氣流式緊密紡系統的設計,使纖維集聚效果和紗線質量也有所不同。
在氣流式緊密紡系統中,纖維束的集聚主要由負壓吸風來完成,因此耗電大;緊密紡裝置結構復雜,因此成本高;集聚元件易損,因此運行費用多。這些都是它們的不足。但氣流式的集聚作用比較柔和,靈活性好,集聚效果優于機械式。經過多年的發展,氣流集聚緊密紡技術已進入成功實踐和再創新的階段。由于多方技術科研力量的加入,并在實踐中不斷深化認識,對氣流集聚緊密紡的改進和革新將進入一個新的時期。
在機械式緊密紡系統中,集聚元件主要是加裝了一個帶有特殊凹槽的磁鐵集合
各種緊密紡系統適紡纖維的對比分析
緊密紡裝置推出伊始,主要
國內外緊密紡系統的對比分析
1999年的巴黎ITMA展覽會上,瑞士立達公司、德國緒森公司和青澤公司首次展出帶有緊密紡技術的細紗機,使中國紡織業界初識緊密紡,但那時似乎沒有引起太多的注意。三年后的北京ITMA 2002展覽會上,立達、緒森、青澤、意大利馬佐里、日本豐田等國際著名紡機公司齊聚中國,首次展出了其各自基于緊密紡技術的細紗機,意欲正面進軍龐大的中國市場。而此時國內尚無一家紡機廠商推出緊密紡細紗機,有的甚至不知道緊密紡技術。然而僅兩年后的2004年,在北京舉辦的第九屆中國國際紡織機械展覽會上,在所述國外各紡機廠商繼續推出改進的緊密紡樣機或裝置的同時,國內也有十余家紡機廠展出了自己的緊密紡紗機或裝置,包括經緯紡機、浙江日發、上海二紡機、山西鴻基、銅陵松寶、河北天圣、山西佳信等公司,一時間如雨后春筍,緊密紡技術炙手可熱,備受關注。
國內外緊密紡系統的整體結構分析
與國外成熟的緊密紡技術相比,國內的緊密紡系統不僅是起步時間較晚,而且存在兩個主要問題:
①普遍重視適合老機改造緊密紡裝置,缺乏緊密紡系統的整體設計與配套研究,其結構往往不能保證合理,存在照貓
表2—15 國外
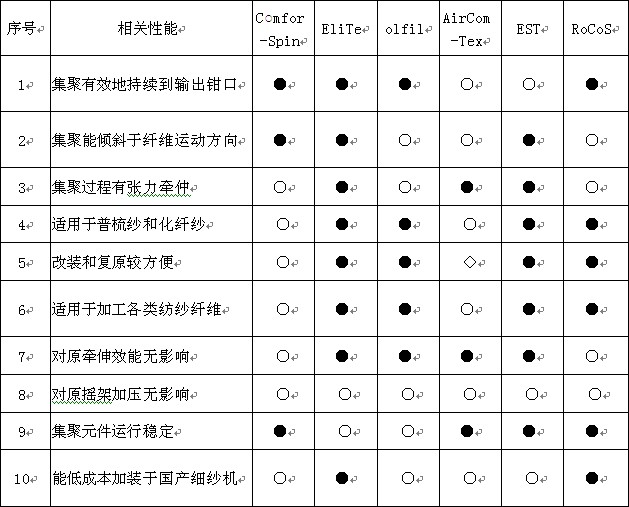
注 ●一是;○—否;◇—一般
國內外緊密紡系統的集聚元件分析
在第一種類型中的第二種吸風管套集聚圈型緊密紡系統中,所述的集聚圈無疑是最重要的集聚元件、集聚圈也可以分為兩種類型:一種是用合成纖維長絲織造的織物集聚圈,另一種是有特殊打孔的膠圈。在相對于剛性的集聚羅拉集聚元件而言時,因為合成纖維織物集聚圈是非膠質的,不能用膠圈來表達;不用打孔,也不能用打孔膠圈來稱謂;同樣也不使用網格圈或類似的概念,因為它也不能包括膠圈或打孔膠圈這一類型。因此筆者提出了“集聚圈”這一上位概念,并定義為:在集聚區內可以透過負壓氣流使纖維須條集聚緊密并可攜帶纖維須條同步運行輸出的柔性環狀物。希望能很好地涵蓋現有的這兩種材料的集聚元件,并包括可能產生的第三種或更多的類似的集聚元件。
除了集聚圈的類別外,在集聚圈的傳動方式上,也可分為兩種:一種控制羅拉主動式。這種方式是輸出羅拉為主動傳動,帶動集聚圈和輸出膠輥轉動的傳動方式,包括德國青澤公司、日本豐田公司和國內浙江日發公司、山西佳信公司、河北天圣公司、浙江泰坦公司、山西鴻基公司(化纖型)等緊密紡裝置。另一種輸出膠輥主動式。它以輸出膠輥為主動傳動,通過摩擦力帶動集聚圈回轉的傳動方式,包括德國緒森公司、意大利馬佐里公司和國內的經緯紡機、上海二紡機、銅陵松寶公司、上海紡機所、山西鴻基公司(棉型)等緊密紡裝置。由前述相關內容可知,輸出膠輥主動式的傳動方式需要增加一個過橋齒輪,或采用同步帶由前膠輥傳動,所以每兩個紗錠就需要增加一組過橋齒輪或一條同步帶,零件增多,結構顯得復雜,維修保養不方便。
在集聚圈緊密紡系統中,所述的負壓吸風管無疑也是非常重要的集聚元件。吸風管的種類不限于兩種。由吸風管的橫截面形狀來看,吸風管有圓形和非圓形之分。非圓形的吸風管常被稱為異形或異形截面吸風管。意大利Ol
在第一大類型中的第一種集聚羅拉型緊密紡系統中,瑞士立達公司一騎絕塵,國內無人隨后,無從對比。在第二大類型的機械集聚型緊密紡系統中,瑞士的羅氏公司領先,國內已有幾家類似設計,但尚無應用報道。
國內外緊密紡系統的集聚效果分析
從集聚效果上看,集聚羅拉型緊密紡系統的集聚羅拉是牽伸、集聚和阻捻作用三合一的集聚元件,沒有無控制區,并內裝有V形斜槽吸風組件,吸風性能穩定,集聚效果較好。但它不適于國產普通細紗機改造,因而國內幾乎沒有這種類型的緊密紡設計。
對于國內多采用的吸風管套
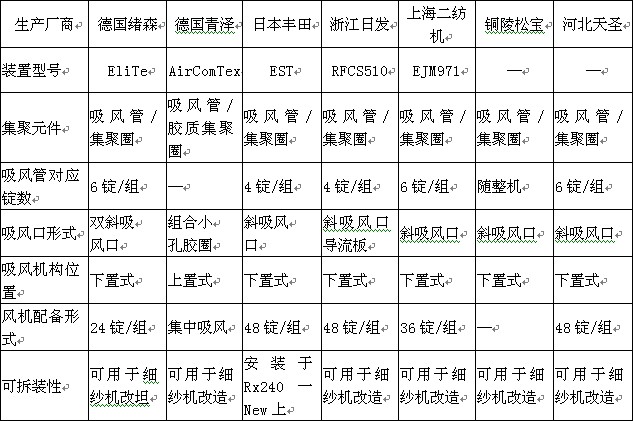
表2—16 國內外幾種緊密紡裝置的主要技術特征
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


