有人說,緊密紡是一種新型紡紗方法,這似乎并不準確。嚴格地說,緊密紡紗技術不像氣流紡、摩擦紡那樣是一種新的紡紗方法,而是一種嫁接在傳統環錠紡紗系統上的新的環錠紡紗方法,是傳統環錠紡的革新,但非“革面”,所以可稱為緊密環錠紡,以示區別,但為簡便,一般簡稱為緊密紡或緊密紡紗。
既然緊密紡以傳統環錠紡為基礎,不妨來簡評一下環錠紡,它將有助于很好地理解緊密紡。
環錠紡的概念
環錠紡是一種紡紗生產工藝方法。自問世以來,它以設備、工藝和產品質量的優勢在業界廣受歡迎。所謂環錠紡紗技術或環錠紡是指粗紗在細紗牽伸系統中被牽伸至所要求的細度后,再經同時進行的加捻和卷繞而制成適當卷裝形式細紗的工藝過程。設備因采用了錠子和鋼領及鋼絲圈為完成加捻卷繞的器件而被稱為環錠紡紗機、環錠細紗機或環錠紡細紗機。
環錠紡是一種傳統的紡紗生產工藝方法,至今已有差不多兩個世紀的歷史。1530年,約翰•久爾金發明了翼錠紡紗技術,首次將加捻與卷繞過程同時進行,但它還不是環錠紡。1828年,美國人約翰•索普發明了環錠紡細紗機,開創了環錠紡紗新紀元。雖然經歷無數次的改進與完善,但環錠紡細紗機的基本結構和工作原理并未改變。
環錠紡的優勢地位
環錠細紗機誕生后,因其具有機構簡單、維修保養方便、產量高,質量好,對所紡紗線線密度、原料適應性廣和成紗質量穩定等優點,一直保持著紗線生產的統治地位。
近年來,雖然出現了許多新型紡紗方法,如轉杯紡、噴氣紡、渦流紡、摩擦紡等,但環錠紡仍是一種主要和重要的紡紗生產工藝方法。與傳統環錠紡相比,新型紡紗方法可大幅提高紡紗產量,或縮短工藝流程,但同時也相對降低了紗線質量,縮小了適紡范圍,或投資運行成本過高,成為新型紡紗技術推廣應用的攔路虎。統計表明,至今還沒有任何一種新型紡紗系統能像環錠紡那樣具有良好的原料適應性和產品廣泛性。同檔的產品,環錠紡加工生產出來的紗線質
環錠紡的痼疾評說
盡管傳統環錠紡具有很大的優勢,但其仍存在著不可克服的弱點——加捻三角區。盡管傳統環錠紗具有許多顯著的優點,但是環錠紗的質量也并非完美無缺。把環錠紗放到顯微鏡下觀察,可看到紗線表面有許多毛羽,不少纖維的平行伸直度不夠,部分纖維還處于松散狀態,邊纖維集聚不良。這種紗線結構狀態會直接影響紗線的強力,使用中易產生棉結或毛粒,在后續的生產工序中會引發不少工藝難題,對最終產品會產生嚴重的負面影響。
環錠紗的質量及紗線結構主要取決于牽伸系統和紗線形成兩個環節。在傳統的環錠紡紗牽伸系統中,粗紗以粗圓形狀的纖維束形態喂人預牽伸區,經張力牽伸后,進入主牽伸區。纖維須條在主牽伸區內經加壓羅拉的牽伸已呈扁平形狀的纖維束,特別是在前羅拉鉗口輸出處。此時須條內纖維根數已減少至紗支所需的數量,須條內部纖維間的抱合力已基本消失,在前鉗口處的纖維呈自由狀態。為了使紗線獲得所需的強度,必須加上一定的捻度以束縛纖維。在鋼絲圈和錠子旋轉速度差異的作用下,扁平形纖維須條離開前鉗口后,直接進入加捻過程,形成所需的抱合在一起的圓形截面細紗。但鋼絲圈和錠子旋轉速度的加捻上傳至細紗在前鉗口附近的極限位置或極限點處時,就不能再繼續上傳,此時該極限點處圓形截面的細紗與前鉗口握持點處輸出的扁平形纖維須條之間就形成一個俯視為三角形的加捻三角區 (圖1&mdas
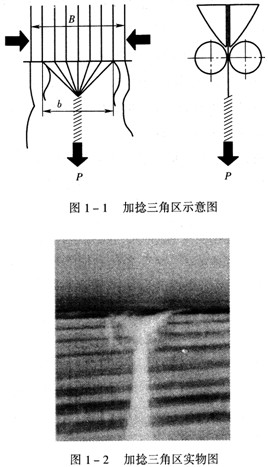
喂入的纖維經過牽伸系統到達前鉗口握持線之前,其分布寬度設為B。B值的大小取決于多種因素,如紗線的線密度、粗紗的捻度、牽伸倍數;特別是牽伸倍數的影響很大。牽伸倍數越大,則同樣的紗線線密度,即在同樣纖維根數條件下,B值就越大。在紗線線密度和伸長不變時,加捻三角區的寬度b主要取決于紡紗張力P。試驗表明b與P呈反比關系,P值越大,b值就越小。很明顯,設△=B—b,則△>0。由于△>0,加捻三角區不可能聚攏前鉗口的所有纖維,尤其是邊緣纖維。一方面,很多邊緣纖維和浮游纖維變成飛花而損失掉;另一方面,部分纖維的一端伸出紗體之外而形成毛羽,還有一些纖維被具有捻度的紗芯纖維以雜亂的方式卷人紗體之中,使紗線纖維結構較亂,均勻度下降,強力不能提高。
加捻三角區是業界公認的環錠紡痼疾。在傳統環錠細紗機上,牽伸后的纖維束在前羅拉輸出時必然要分散為一定寬度的纖維層,而隨之的加捻又使該纖維層收攏為一根紗線,形成加捻三角區。處在加捻三角區中的須條纖維之間的聯系力很小,纖維幾乎完全失控,致使其與不斷完善的牽伸系統相比,紗線成形后的結構形態始終達不到理想狀態。
錠紡加捻三角區的影響
加捻三角區的存在會帶來一系列的負面影響,主要包括以下幾個方面。
a.產生毛羽
紗線的毛羽是傳統環錠紡加捻三角區存在所產生的主要問題。而毛羽的多少是衡量紗線質量好壞的重要標志之一。它不僅影響紗線及其最終產品的外觀效果、手感和使用性能,而且影響后道工序的加工難度和質量:隨著人們對紡織品性能要求的提高和新型高速織機對紗線表面光潔度的特殊要求,毛羽問題越來越突出。
紗線毛羽產生的影響因素很多,但是紗線毛羽產生的根本原因還是環錠紡細紗機存在著加捻三角區。加捻三角區內,纖維因受紡紗張力和加捻的作用,產生了向心壓力或徑向壓力,使加捻三角區邊緣處的纖維向心壓力最大,而處于紗軸中心處的纖維
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


