無論采用怎樣的吸風集聚機構,緊密紡的關鍵件都離不開輸出機構。換言之,緊密紡裝置除了吸風集聚機構外還須有輸出機構。緊密紡裝置輸出機構的關鍵件包括輸出羅拉和輸出膠輥。輸出羅拉與輸出膠輥或其中之一與其他機件組成輸出鉗口,既承擔順利輸出集聚緊密的纖維須條的作用,又承擔控制集聚區纖維須條的作用,還有負責阻止加捻區捻度上傳的作用。
輸出羅拉與輸出膠輥
輸出羅拉與輸出膠輥的命名
與其他關鍵件一樣,輸出羅拉與輸出膠輥的稱謂目前也尚未統一。比較常見的稱謂除了輸出羅拉與輸出膠輥外,還有控制羅拉與控制膠輥,阻捻羅拉與阻捻膠輥,導向羅拉與導向膠輥等名稱。
輸出羅拉與輸出膠輥可定義為,在緊密紡機構中,設置在纖維集聚區之后,用于控制并輸出集聚緊密的纖維須條進入加捻卷繞機構的回轉機件。該回轉機件具有彈性包覆物的稱為輸出膠輥,沒有彈性包覆物的則稱為輸出羅拉。輸出羅拉與輸出膠輥兩者可以配套使用,也可以單獨使用或與其他機件配套使用。但不論是配套使用,還是單獨使用或與其他機件配套使用,都應當組成良好控制和穩定輸出纖維須條的輸出鉗口。
輸出羅拉與輸出膠輥的作用
緊密紡細紗機區別于傳統環錠紡細紗機的主要標志在于牽伸前部加裝的緊密紡裝置,緊密紡裝置除了集聚羅拉、吸風管和集聚圈等關鍵件外,一般還包括組成輸出鉗口的輸出羅拉與輸出膠輥。
輸出羅拉和輸出膠輥的主要作用有三點:控制集聚區輸出鉗口處纖維須條的運動;保證集聚緊密的纖維須條順利輸出集聚區;構成阻捻鉗口并阻止加捻區的捻度上傳。
輸出羅拉和輸出膠輥的作用是一種一般意義或常見的說法,不嚴格。嚴格說應當是輸出鉗口的作用。如果輸出鉗口由輸出羅拉和輸出膠輥組成,則輸出羅拉與輸出膠輥應當具備輸出鉗口的作用:如果輸出鉗口由輸出羅拉或輸出膠輥中的某一個單獨構成或者與其他機件配套構成,則該機構同樣應當具備輸出鉗口所述的作用。很明顯,不同關鍵件組成的輸出鉗口作用效果有所不同。
輸出膠輥
輸出鉗口設計
作為輸出鉗口必須完成其基本作用,而完成其基本作用可以有不同的機構和關鍵件。不同的緊密紡系統中,完成相同作用的輸出鉗口構成及其關鍵件種類繁多,各有優缺。
輸出鉗口的類型與特征
輸出鉗口的設計類型可以從不同角度來劃分。按輸出羅拉和輸出膠輥是否同時使用或者是否還涉及其他機件,輸出鉗口可以分為單用型輸出鉗口、雙用型輸出鉗口和混用型輸出鉗口;按輸出鉗口彈性可以分為彈性輸出鉗口和半彈性輸出鉗口;按輸出鉗口的傳動方式可以分為積極輸出鉗口和半積極輸出鉗口。
a.單用型輸出鉗口、雙用型輸出鉗口和混用型輸出鉗口
(1)單用型輸出鉗口
所謂單用型輸出鉗口是指在緊密紡裝置的輸出機構中僅設計
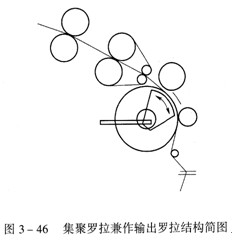
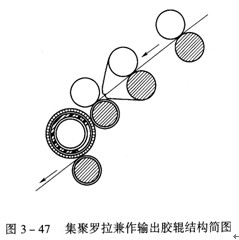
除輸出膠輥單用型輸出鉗口外,還有輸出羅拉單用型輸出鉗口。這種單用型輸出鉗口,是指緊密紡裝置的輸出機構中,僅設計有輸出羅拉,而沒有輸出膠輥,因此稱為輸出羅拉單用型輸出鉗口。單用的輸出羅拉與集聚羅拉組成輸出鉗口。換言之,輸出膠輥的作用由集聚羅拉兼任(圖3—47)。該機構中,兼作輸出膠輥的集聚羅拉位于待集聚的纖維須條的上方,向下側開有吸風口,與原前羅拉和輸出羅拉分別形成兩個鉗口。離開牽伸區的纖維須條繞前羅拉運行至集聚羅拉與前羅拉形成的第一個鉗口——喂入鉗口時,正式進入集聚
單用型輸出鉗口的主要特征是集聚區與輸出鉗口之間不存在無控制區,對集聚緊密的纖維須條控制有力,輸出纖維順暢,并且傳動簡單,機構簡潔,維修保養容易;主要缺點是輸出鉗口與牽伸鉗口—般不能設置張力牽伸,相對減弱了輸出鉗口對纖維須條的控制。
(2)雙用型輸出鉗口
所謂雙用型輸出鉗口是指在緊密紡裝置的輸出機構中同時設計有輸出羅拉和輸出膠輥的輸出鉗口。吸風管單用型緊密紡系統的輸出機構均屬于這種類型。例如,豐田公司的EST型緊密紡系統的輸出機構就是典型的雙用型輸出鉗口(參見圖3—3)。又例如,德國青澤公司的AirComTex緊密紡系統(參見圖2—15)以及浙江日發公司的 RFCS510型緊密紡系統(參見圖2—26)、山東同大公司的JFA型緊密紡系統(參見圖2—52)和山西佳信公司的JFl526型緊密紡系統等,也都屬于這種雙用型輸出鉗口的設計。
雙用型輸出鉗口的主要特征是無論機構設計怎樣完善,集聚區與輸出鉗口之間都存在無控制區,對集聚纖維須條的控制相對較弱,輸出纖維須條不流暢,并且傳動較復雜,機構不夠簡潔。但它的主要優點是輸出鉗口與牽伸鉗口可以設置張力牽伸,相對增強了輸出鉗口對纖維須條的控制,同時對機構零部件的設計要求較少,便于制造和使用。
(3)混用型輸出鉗口
所謂混用型輸出鉗口是指在緊密紡裝置的輸出機構中輸出羅拉或輸出膠輥與外套在吸風管上的集聚圈所構成的輸出鉗口。吸風管兼用型緊密紡系統的
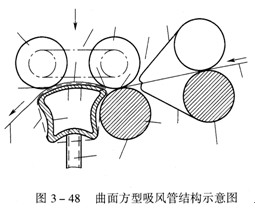
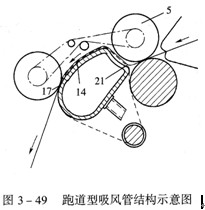
混用型輸出鉗口要求吸風管及集聚圈的設計配合,不僅要滿足吸風集聚機構的技術要求,而且要滿足輸出鉗口的技術要求,或者說在滿足吸風集聚機構技術要求的基礎上,同時要滿足輸出鉗口的技術要求。因此,該類型輸出鉗口的吸風管除個別采用圓形截面(如上海二紡機EJM971型緊密紡系統,參見圖2—28)以外,一般均采用異形截面吸風管,如典型的EliTe®緊密紡系統的梨型吸風管。正是因為如此,為滿足輸出鉗口的設計要求,給吸風管的形狀結構設計提供了廣闊空間。除了本章3.3節所述的梨形和三角形截面的吸風管之外,還有其他形狀的異形吸風管,例如,立達公司的一件國際專利申請(專利申請號01803257.5)所設計的筆者稱之為曲面方型吸風管(圖3— 48)。這種吸風管形狀設計除可使集聚作用能盡可能地靠近牽伸鉗口,改進纖維須條從牽伸裝置到集聚區的過渡以及集聚區到輸出鉗口的過渡之外,還可同時具有張緊集聚圈的作用,以減少張緊元件,精簡機構。又例如,立達公司的另一件中國專利申請(專利申請號 03128470.1)所設計的筆者稱之為跑道型吸風管(圖3—49)等。這種跑道型形狀吸風管的特征是:集聚區分為兩個區,起始區域21處的長度為對應于前膠輥5至少30°圓周角的弧長
輸出鉗口的傳動分析
輸出鉗口的本質功能是順利地輸出集聚緊密的纖維須條,而輸出纖維須條離不開對輸出鉗口機件的傳動。輸出鉗口的傳動形式多種多樣,機構設計各有特點,使用的傳動機件也各不相同。
a.積極輸出鉗口的傳動方式分析
積極輸出鉗口的傳動方式一般均采用前膠輥通過傳動機件來拖動輸出膠輥主動回轉,以輸出纖維須條,因此積極輸出鉗口也可以稱為輸出膠輥傳動型輸出鉗口。所述的傳動方式是非摩擦傳動的機械方式,主要包括同步帶(圖3—48、圖3—49)傳動和過橋齒輪(參見圖 2—10)傳動兩種方式。
積極輸出鉗口傳動方式的優點是:由于輸出膠輥僅僅通過同步帶或過橋齒輪即可獲得輸出動力,因此這種輸出鉗口的傳動機構十分簡潔,制造和使用成本均低,特別是用緊密紡裝置加裝或改裝國產車時,比較方便快捷,有利于緊密紡裝置的推廣;同步帶或過橋齒輪的積極(非摩擦的)傳動,使輸出膠輥輸出纖維動作十分穩定可靠;又由于這種輸出鉗口中,輸出膠輥只需摩擦傳動集聚圈即
半積極輸出鉗口傳動方式的優點是:這種傳動方式可以根據生產品種適當調整輸出鉗口的速度,也即調整前羅拉一輸出羅拉之間的牽伸比,保持輸出鉗口的一定張力;輸出羅拉可實現集體傳動,有利于減小錠間差異,提高紗線整體質量;由于過橋齒輪等傳動機構可以安裝在輸出羅拉的下部,從機前看,比輸出膠輥傳動型車面整齊簡潔;相當部分這種類型的機構把集聚圈同時套在輸出羅拉和吸風管上,由輸出羅拉一并驅動,集聚圈轉動無相對打滑,也不受輸出膠輥直徑的影響,運轉準確,穩定性好。
半積極輸出鉗口傳動方式的缺點是:與積極輸出鉗口的傳動方式相比,增加的零件較多,結構也比較復雜,安裝保養較為麻煩;由于集聚圈同時套在輸出羅拉和吸風管上,集
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


