緊密紡工藝的接頭問題
5.3.1緊密紗的接頭問題
緊密紡工藝生產的緊密紗毛羽少、強力高、耐磨性能好,具有優美的外觀形態,但相比較環錠紡工藝而言,緊密紡工藝的接頭是弱項,問題主要表現在以下兩個方面。
5.3.1.1接頭相對困難
緊密紗由于結構緊密不易開松,紗體光滑,無邊緣纖維,因此緊密紗的接頭相對困難。纖維若不能充分開松,纖維混合更是不易,這樣就使兩段紗線纖維抱合力差,容易滑脫,開松能力相對差的空氣捻接對緊密紗的接頭不太適用,這一點已被實踐證明。
5.3.1.2接頭質量要求高
緊密紗由于結構緊密,紗體光滑,無邊緣纖維,紗疵少,因而緊密紗上的接頭比較明顯;織成織物后,質量較差的接頭在光潔的織物布面上很容易被發現,所以緊密紗的接頭質量要求非常高,偏差范圍必須非常小。因此,傳統環錠紗的標準接頭在緊密紗上就可能成為疵點,影響緊密紡紗線的外在美觀和內在強力。這無疑反過來加大了緊密紗的接頭難度。
5.3.2緊密紗的接頭捻接
自動絡筒機及其自絡紗是現代紡紗技術和質量的標識之一。而捻接技術是自動絡筒機的核心技術之一,它直接關系到自絡紗的質量。
外觀質量和接頭強力是檢驗紗線捻接質量的最重要的兩個標準。緊密紗織成的高質量產品對捻接接頭的視覺性能要求極高。緊密紗細度較大,條子均勻,織物精致,外觀質量低的緊密紗接頭與之同在一起時,視覺上的不規則性就表現得更為突出。接頭捻接強力是其自身和進一步加工中的另一個決定性參數。
捻接過程本身可以被分成紗線斷頭兩端纖維的松解與捻合連接兩個過程。紗線斷頭兩端纖維良好的松解是確保捻接的外觀與強力盡可能與紗線相一致的前提和必要條件。緊密紗中的捻度分布均勻,尤其是在短片段長度上分布均勻,有利于松解;而緊密紗結構緊密又不利于紗線斷頭兩端纖維良好的松解。斷頭兩端纖維良好的松解才能有良好的纖維捻合。結構緊密、紗體光滑、毛羽少的緊密紗對于良好松解與捻合連接兩
由于緊密紗與環錠紗的品質不同,因此自動絡筒機的捻接器件和捻接工藝參數必須做出相應調整。使用空氣捻接器時,緊密紗的捻接強力百分比(捻接單位細度斷裂強力與紗線單位細度斷裂強力的百分比)要比傳統紡紗線低一些。這是因為緊密紗中纖維的強度利用率高、紗線強力高的緣故。不過,捻接強力百分比是一個相對概念值,緊密紗的捻接強力與環錠紗的捻接強力,兩者的絕對捻接強力值是基本一致的。從這一點出發,緊密紗仍然可以像以前環錠紗一樣來設計后續的加工。但問題是:等值的捻接強力不能體現緊密紗的特性,更不能發揮緊密紗的潛能。為了將高質量緊密紗所具有的特性保持、體現和發揮出來,捻接工藝必須使緊密紗的接頭獲得更大的絕對捻接強力和相對捻接強力。以此并根據產品設計和后道工序的加工要求,確定捻接的工藝參數。
5.3.3空氣捻接與機械捻接
目前高速絡筒機普遍采用的捻接技術為空氣捻接,國內也有相當成熟的經驗。空氣捻接技術是一種利用空氣動力捻合而完成紗線斷頭自動接頭的技術。其工作原理是通過壓縮空氣將紗條在捻接腔內退捻、加捻。
對于傳統環錠紗,這種捻接方式完成一整套動作大約需要1.5s,接頭處的紗線直徑為原紗直徑的1.2倍左右,捻接頭長度在20—30mm之間,結頭處保留強力為原紗強力的80%以上,且織造后的布面條紋清晰、均勻。
對于緊密紗而言,由于紗線外部幾乎沒有自由纖維,無法很好配合空氣捻接的開松,因此其捻接效果不太理想,不能達到傳統環錠紗的標準。在緊密紡紗工藝發展的初級階段,接頭成為一大難題。
機械捻接技術是一種利用機械力搓捻而完成紗線斷頭自動接頭的技術。機械捻接技術是一種更接近紗線加捻特征的捻接技術。它是通過兩個自補償的交叉式盤片的機械搓捻動作來完成紗線的捻接,并且在捻接全過程可對紗線進行全程的導向及控制。機械捻接技術適應范圍廣,捻接成功率高,搓捻接頭穩定性好,強力高,外形美
隨著緊密紡技術的不斷發展和推廣,開發機械捻接技術用于緊密紗的接頭技術備受關注。機械捻接技術是可以保證緊密紗捻接質量的捻接方式之一。國外針對緊密紡工藝,專門配置了帶有機械捻接器的高速絡筒機,并且此技術已經比較成熟,正在進行商業化推廣應用。
5.3.4SAVIO機械捻接器捻接原理
市場有需求,技術就有發展。緊密紗的接頭問題存在,解決該問題的接頭技術就會應運而生。
意大利SAVIO公司生產的機械捻接器(TWINSPLICER)是目前能較好解決緊密紗接頭問題的接頭裝置。它主要根據成紗的捻系數通過退捻、紗線牽伸、加捻等工藝過程,對緊密紗進行結構重建,實現良好接頭。該搓捻器由于全部采用機械作用與控制,緊密紗接頭處幾乎無痕跡,接過頭的紗線基本與原紗一樣結實和穩定。
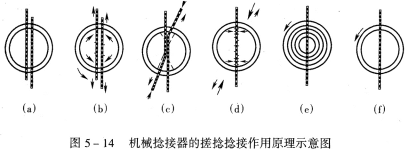
SAVIO機械捻接器用機械動作控制和引導紗線,完成斷頭搓捻捻接的全過程。搓捻捻接動作的作用過程是(圖5—14):退捻一牽伸一加捻。
①引導斷頭的兩根紗線送人兩個搓捻盤之間[圖5—14(a)];
②使斷頭的兩根紗線退捻并被軸向牽伸[圖5—14(b)];
③讓斷頭的兩根紗線一起進入到搓捻盤的中心位置并合,并把接頭后的過長紗頭夾持住[圖5—14(c)];
④把兩根斷頭的紗線捻接緊密結合在一起,成為一根紗,同時把過長的紗線末端紗頭彎曲拉斷[圖5—14(d));
⑤對已結合好的紗線接頭實施加捻加固,成為光、圓、緊的一根紗[圖5—14(e)];
⑥打開搓捻盤,把捻接好頭的紗線抽出來,完成全部機械捻接動作[圖5—14(f)]。
SAVIO機械捻接器的工作特點是:紗線捻接的退捻和加捻動作都在兩個自補償的交叉搓捻盤片之間進行。這兩個交叉搓捻盤適用于
SAVIO機械捻接器有三項捻接工藝參數,即退捻、車伸和加捻參數,它們對捻接質量至關重要,應當特別注意調整。對不同的品種應優選不同的工藝參數,以達到最佳的捻接效果。
在自動絡筒機上配備使用機械捻接器后,運行時需要高度重視日常清潔、維修保養、備件更換和周期檢修,要建立一整套完善而嚴格的管理制度,同時要加強緊密紗捻接質量的監測管理。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


