緊密紡系統的分類
緊密紡技術的關鍵在于合理利用氣流或機械作用力來實現對牽伸后的纖維須條先進行緊密集聚,再進入加捻卷繞系統完成紡紗。如何合理利用氣流或機械作用力來實現這種緊密紡技術的設計就構成了緊密紡系統的分類。
1.4.1緊密紡系統分類概述
根據緊密紡產生集聚作用的方式不同,目前的緊密紡系統或裝置可以分為兩種類型:一種是氣流集聚型緊密紡系統,它主要以負壓氣流力來使集聚區內的纖維產生橫向收縮而集聚緊密;另一種是機械集聚型緊密紡系統,它主要以機械作用力使集聚區內的纖維產生橫向收縮而集聚緊密。這是一種主導分類方法,也是一種常用的分類方法。
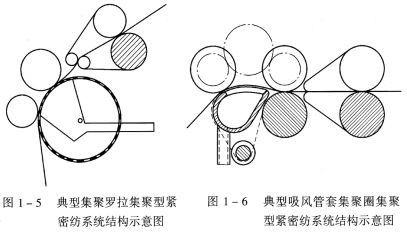
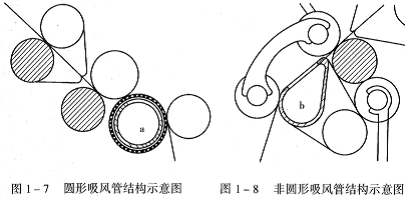
在氣流集聚型緊密紡系統中,按照氣流集聚元件的結構特征可以進一步分為集聚羅拉集聚型緊密紡系統和吸風管套集聚圈集聚型緊密紡系統兩種(圖1—5、圖1—6)。按照氣流集聚元件的吸風管的橫截面形狀特征,可以分為圓形吸風管緊密紡系統和非圓形吸風管緊密紡系統兩種(圖1—7、圖1—8)。非圓形橫截面的吸風管也常稱為異形吸風管。一般認為異形吸風管優于圓形吸風管,因為異形吸風管可以使其工作面盡可能延伸到前羅拉鉗口處,以減小無控制區,但這只是在狹義上說;從廣義上看,集聚羅拉兼有吸風管的作用,也是吸風管,但它本身還兼做前羅拉,因而吸風管與前鉗口之間根本就不存在無控制區,因而廣義的圓形吸風管緊密紡系統不一定劣于非圓形吸風管緊密紡系統。只有限定在吸風管套集聚圈集聚型緊密紡系統中,才可以認為異形吸風管緊密紡系統優于圓形吸風管緊密紡系統。
另外,按照氣流集聚元件的集聚圈材料和制造工藝的不同,還可以進一步細分為膠質集聚圈緊密紡系統和織物集聚圈緊密紡系統。膠質集聚圈是由打有專門圓形吸風口(吸風孔)的橡膠材料制造的集聚圈;織物集聚圈是由合成纖維經特殊織造制成的集聚圈。它們常常代表了不
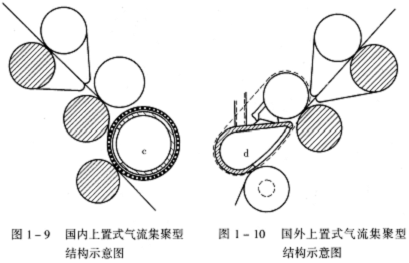
再有,氣流集聚型緊密紡系統如果按照氣流集聚元件的安裝位置特征,又可以進一步分為兩種類型:一種是吸風集聚元件c、d安裝在集聚區纖維須條的上方,稱為上置式氣流集聚型緊密紡系統(圖1—9、圖1—10);另一種是吸風集聚元件a、b安裝在集聚區纖維須條的下方,稱為下置式氣流集聚型緊密紡系統(圖1—7、圖1—8)。前者以德國青澤公司的Zinser700AirComTex機型為代表,且同樣為唯一的實際應用代表;后者則為各廠商普遍采用的方式,但以德國緒森公司的EliTe®型緊密紡系統為典型。這種分類方法主要用于但不僅限于吸風管套集聚圈集聚型緊密紡系統。
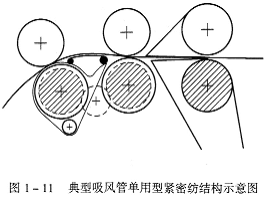
最后,對于吸風管套集聚圈集聚型緊密紡系統而言,按照氣流集聚元件吸風管的作用特征,還可以分為吸風管單用型緊密紡系統和吸風管兼用型緊密紡系統。所謂吸風管單用型緊密紡系統是指氣流集聚元件僅需要完成或僅具有控制和吸風集聚纖維作用的緊密紡系統(圖1—11),而吸風管兼用型緊密紡系統是指氣流集聚元件不僅僅有控制和吸風集聚纖維的作用,而且還具有輸出和阻捻作用的緊密紡系統(圖1—7~圖1—10)。這意味著,吸風管單用型緊密紡系統還需要設計獨立于負壓吸風機構的輸出羅拉和輸出膠輥,而吸風管兼用型緊密紡系統只需要設計輸出膠輥及其與負壓吸風機構的安裝位置。吸風管兼用型緊密紡系統以德國緒森公司的EliTe®型緊密紡系統為代表;吸風管單用型緊密紡系統則以日本豐田公司的EST型緊密紡系統為典型。這兩種類型緊密紡系統的設計優缺點似乎難以區分。
1.4.2氣流集聚型緊密紡系統
氣流集聚系統是指利用負壓氣流將牽伸后的纖維須條橫向收縮、聚攏和緊密,使須條邊緣纖維有效地向紗干中心集聚,最大限度地減小加
世界上大多數的緊密紡設備或裝置都采用的是氣流集聚型緊密紡系統,包括瑞士立達公司的ComforSpin®緊密紡系統、德國緒森公司的EliTe®緊密紡系統、德國青澤公司的AirComTex緊密紡系統、意大利馬佐里公司的Olfil緊密紡系統和日本豐田公司的RX240—NEW—EST緊密紡系統以及我國的各個緊密紡裝置生產廠家研發的緊密紡系統等。盡管他仃]都屬于氣流集聚型緊密紡系統,但實現氣流集聚的結構形式則各不相同。
氣流集聚型緊密紡系統的主要結構特點是要有氣流集聚元件,或更準確地說是負壓吸風集聚元件和與之相連通的負壓吸風系統。按照氣流集聚元件的結構性質,氣流集聚型緊密紡系統還可以進一步分為兩種類型:——種是剛性吸風結構的氣流集聚型緊密紡系統,其氣流集聚元件是集聚羅拉,因而這種類型的氣流集聚型緊密紡系統可稱為集聚羅拉集聚型緊密紡系統。另一種是柔性吸風結構的氣流集聚型緊密紡系統,其氣流集聚元件是吸風管與外套的柔性材料集聚圈,因此這種類型的氣流集聚型緊密紡系統也可稱之為吸風管套集聚圈集聚型緊密紡系統。
1.4.2.1集聚羅拉集聚型緊密紡系統
集聚羅拉集聚型緊密紡系統的主要特點是(圖1—5):取消原細紗機牽伸機構的前羅拉而以集聚羅拉代之,同時把集聚羅拉兼用作氣流集聚元件和輸出羅拉,也即集聚羅拉同時具有牽伸纖維須條、控制集聚牽伸輸出纖維和輸出緊密紗條并阻捻三種作用。一身三任,集聚羅拉設計要求之高、制造難度之大可以想見。此外,該類型的緊密紡機構還包括輸出膠輥、吸風組件和與之相連的負壓吸風系統。吸風組件安裝在集聚羅拉內,并與集聚羅拉配合共同完成負壓集聚纖維的作用。吸風組件設計精巧,組配精密,制造難度也不小。這種
1.4.2.2吸風管套集聚圈集聚型緊密紡系統
吸風管套集聚圈集聚型緊密紡系統的主要特點是:保留原細紗機牽伸機構,新增加緊密紡集聚機構,包括吸風管及其外套的集聚圈、輸出羅拉和輸出膠輥以及它們的傳動機構(圖1—6)。負壓吸風集聚元件包括吸風管和外套的集聚圈以及負壓吸風系統。吸風管固定不動,并與負壓吸風系統銜接。集聚圈套在吸風管上,并按纖維須條速度回轉運動以輸送纖維。吸風管的工作面上有吸氣縫,集聚圈布滿了小吸氣孔,兩者共同完成負壓氣流的收集聚纖維作用。該種類型的緊密紡系統以德國緒森公司的EliTe®型緊密紡系統為典型。這種類型的緊密紡系統由于機件設計制造使用都相對簡單,且不改變原牽伸機構,便于緊密紡技術改裝或恢復傳統細紗機,因而為各路后進廠商廣為采用。
1.4.3機械集聚型緊密紡系統
與氣流集聚型緊密紡系統對壘的是機械集聚型緊密紡系統。機械集聚型緊密紡系統是利用集聚元件的幾何形狀、材料性質和結構特征而將牽伸后的纖維收縮、聚合和緊密的,使須條邊緣纖維有效地向紗干中心集聚,最大限度地減少加捻三角區,減少毛羽和改善成紗品質的一種緊密紡系統。
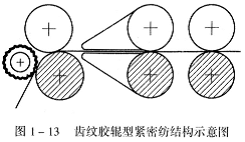
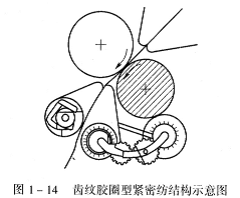
機械集聚型緊密紡系統的結構特征是,在纖維集聚區內沒有任何氣流集聚元件,僅具有機械集聚元件。按照機械集聚元件的特征結構,機械集聚型緊密紡系統目前還可以進一步分為三種類型:第一種是集合器集聚型緊密紡系統;第二種是齒紋膠輥集聚型緊密紡系統;第三種是齒紋膠圈集聚型緊密紡系統。集合器型緊密紡系統的主要結構特點是,在纖維集聚區內加裝特殊設計的集合器(集束器)來集聚纖維(圖1—12)。齒紋膠輥型緊密紡系統的主要結構特點是,在牽伸區前依靠專門設計的齒紋膠輥(集聚膠輥)來集聚纖維(
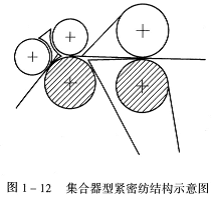
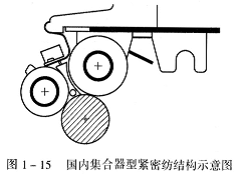
目前商業化采用機械集聚型緊密紡系統的只有瑞士羅托卡夫特公司的RoCoS型緊密紡細紗機(圖1—12)。國內也有這種類似Ro-Cos型緊密紡結構設計(圖1—15),推廣應用尚待考驗。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


