纖維變速點的分布
為了研究牽伸過程中纖維的變速界面,可采用以下方法進行試驗測試。
如圖5-3-4所示,在牽伸裝置內放好試驗用的棉條,在開車前將數根染有不同顏色的纖維頭端,按等距離依次夾在棉條內,并在棉條上做一記號O(扎結一根色紗),量出記號O和最末一根染色纖維的頭端距離bi,如圖甲;然后開車,使染色纖維進入牽伸區,當最后一根染色纖維到達變速界面前,該纖維仍以后羅拉速度運動,其頭端到記號O的距離bi不變,如圖乙,直到這根纖維從前羅拉輸出,而記號O尚未進入牽伸區立即停車,如圖丙。測量記號O至前鉗口線的距離s,前鉗口線至染色纖維頭端距離ci,即可計算出纖維頭端變速點與前鉗口線的距離xi。
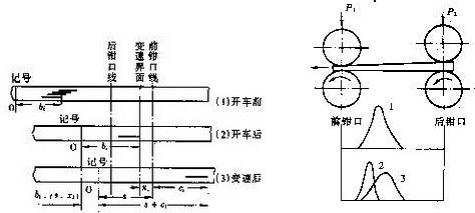
圖5-3-4 纖維變速點實驗 圖5-3-5 簡單羅拉牽伸區內纖維變速點的分布
由于纖維在距前鉗口線xi處變速,從變速點開始到關車的過程以速度v1走過(xi+ci)的距離,在此段時間內,記號O以速度v2走過的距離為bi-(s-xi)=bi+xi-s。
則 (xi+ci)/v1=(bi+xi-s)/v2
xi=[ci-E×(bi-s)]/(E-1) (5-3-10)
因此,根據各根染色纖維的bi及ci值,便可算出各根染色纖維的變速點與前鉗口線間的距離
xi值。
根據試驗,簡單羅拉牽伸區內纖維變速點分布如圖5-3-5 所示。
圖中縱坐標表示纖維數量。
試驗表明:(1)在牽伸過程中,纖維頭端的變速界面xi(變速點至前鉗口距離)有大有小,各個變速界面上變速纖維的數量也不相等,因而形成一種分布,即為纖維變速點分布(曲線1)。
(2)同樣長度的纖維
(3)在牽伸倍數一定的條件下,隨著牽伸區隔距的增大,則變速點分布的離散性增加,變速點距前鉗口的距離愈遠;在隔距相同的條件下,隨著牽伸倍數的增加,則變速點分布的離散性越小,且變速點位置靠近前鉗口。
(4)為了獲得均勻的產品應使纖維頭端變速點分布盡可能向前鉗口處集中而穩定。
實際上纖維變速點分布是不穩定的,即各變速界面變速纖維的數量是變化的。當變速點分布曲線向前鉗口偏移,說明有比較多的纖維推遲變速,牽伸后輸出的產品必然出現細節;當變速點分布曲線向后偏移,說明比較多的纖維提前變速,牽伸后輸出的產品必然出現粗節。因此,變速點分布不穩定,是產品條干惡化的主要原因。在牽伸過程中,使纖維變速點分布集中而穩定,是保證產品條干均勻的必要條件。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


