羅拉牽伸之引導力、控制力、牽伸力和握持力
牽伸區內任意一根浮游纖維都被周圍的快速纖維和慢速纖維所包圍。快速纖維作用于浮游纖維上的摩擦力fa稱為引導力。慢速纖維作用于浮游纖維上的力fv稱為控制力。控制力使浮游纖維保持慢速,而引導力則使浮游纖維快速前進。一根浮游纖維在牽伸區內所處不同位置時,作用于其上的引導力和控制力也不相同。當引導力大于控制力時,就能使浮游纖維變速。
如圖5-3-9所示,牽伸區內任意一根長度為lf的浮游纖維,其頭端位于x1位置時,尾端位于(x1-lf)的位置,它被周圍的快速纖維l1和慢速纖維l0所包圍。
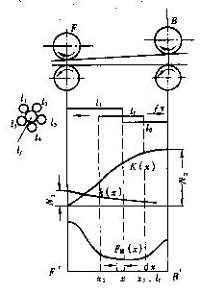
圖5-3-9 引導力與控制力
由于牽伸區內縱向摩擦力界強度分布為FM(x),在任一截面x上,浮游纖維lf的微小片段dx受到周圍纖維的摩擦力總和為FM(x)dx;由于牽伸區內快慢纖維的數量分布,慢速纖維對浮游纖維lf的接觸機率為K(x)/[k(x)+K(x)],快速纖維對它的接觸機率為k(x)/[k(x)+K(x)]。則快速纖維對浮游纖維的引導力為:
fa =  (5-3-11)
(5-3-11)
慢速纖維對浮游纖維的控制力為
fv=![]() (5-3-12)
(5-3-12)
顯然,當fa>fv時,該纖維改為快速運動;當fa<fv時,該纖維仍保持原來慢速運動。
影響引導力和控制力的主要因素有:接觸的快、慢速纖維的數量;摩擦力界的強度分布;浮游纖維本身的長度和處在須條中的
為了使牽伸過程中浮游纖維運動保持穩定,必須使引導力和控制力穩定。
六.牽伸力和握持力
牽伸區中,前鉗口所握持的須條是由快速纖維組成,后鉗口所握持的須條是由慢速纖維所組成。羅拉鉗口必須具有足夠的握持力來克服所有快速纖維和慢速纖維間的摩擦力,牽伸作用才能順利進行。
(一)牽伸力和握持力
1.牽伸力
牽伸過程中,以前羅拉速度運動的快速纖維從周圍的慢速纖維中抽出時,所受到的摩
擦阻力的總和,稱為牽伸力。
牽伸力與控制力、引導力是有區別的,牽伸力是指須條在牽伸過程中受到的摩擦阻力,而控制力和引導力是對一根纖維而言的。牽伸力與快、慢速纖維的數量分布及工藝參數有關。
由于任意一根纖維受到周圍的慢速纖維的摩擦阻力稱為控制力,故牽伸力T可以從控制力的概念由公式(5-3-12)導出:
T=![]() (5-3-13)
(5-3-13)
式中lm:纖維最大長度。
S:前后鉗口間的距離。
2.握持力
在羅拉牽伸中,為了能使牽伸順利進行,羅拉鉗口對須條要有足夠的握持力,以克服須條牽伸時的牽伸力。
所謂羅拉握持力是指羅拉鉗口對須條的摩擦力。其大小取決于鉗口對須條的壓力及上下羅拉與須條間摩擦系數。如果羅拉握持力不足以克服須條上的牽伸力時,須條就不能正確地按羅拉表面速度運動,而在羅拉鉗口下打滑,造成牽伸效率低,輸出須條不勻,甚至出現“硬頭”等不良后果。
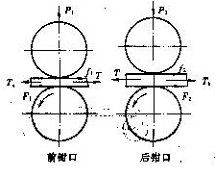
圖5-3-10須條在兩對簡單羅拉構成的牽伸鉗口下的受力分析。
在前鉗口,前羅拉作用于須條的摩擦力F1與須條的運動方向相同,皮輥對須條的摩擦力f1與須條的運動方向相反,而牽伸力T是快速纖維受到慢速纖維的摩擦力的總和,故T與須條的運動方向相反。因而正常牽伸時,為了防止須條在鉗口下打滑,前鉗口握持須條的條件是:
F1-f1≥T
后鉗口握持的須條,在牽伸力T的作用下,有向前滑動的趨勢,故T與須條的運動方向相同,而后羅拉作用于須條的摩擦力F2及后皮輥作用于須條的摩擦力f2都與須條的運動方向相反。因而,正常牽伸時,后鉗口握持須條的條件是:
F2+f2≥T (5-3-15)
由以上分析可知,前后鉗口的實際握持力分別為(F1-f1)及(F2+f2)。因此欲使前后鉗口同樣達到與牽伸力相適應的握持力,則F1>F2,故前皮輥上的壓力P1應大于后皮輥上的壓力P2。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


