羅拉牽伸的基本原理
一.牽伸概述
(一)實現牽伸的條件
在紡紗過程中,將須條抽長拉細的過程稱為牽伸(drafting)。須條的抽長拉細是須條中纖維沿長度方向作相對運動的結果,所以牽伸的實質是纖維沿須條軸向的相對運動,其目的是抽長拉細須條到達規定的線密度。在牽伸過程中由于纖維的相對運動,使纖維得以平行、伸直,在一定條件下,也可以使產品中的纖維束分離為單纖維。
并條機的牽伸機構由羅拉和皮輥組成牽伸鉗口。每兩對相鄰的羅拉組成一個牽伸區,在每個牽伸區內實現牽伸的條件是:
(1) 每對羅拉組成一個有一定握持力的握持鉗口。
(2) 兩個鉗口之間要有一定的握持距,這個距離稍大于纖維的品質長度,以利于牽伸的順利進行,并可以避免損傷纖維。
(3) 兩對羅拉鉗口之間應有速度差,即前一對羅拉的線速度應大于后一對羅拉的線速度。
(二)機械牽伸與實際牽伸
須條被抽長拉細的倍數稱為牽伸倍數。用牽伸倍數可以表示牽伸的程度。如圖5-3-1所示為牽伸作用示意圖。
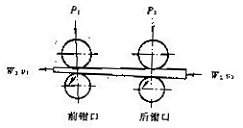
圖5-3-1牽伸作用示意圖
設各對羅拉之間不產生滑移,則牽伸倍數E可以用下式表示:
E=V1/V2 (5-3-1)
式中;V1―――――表示羅拉輸出速度;
V2―――――表示羅拉喂入速度。
假設在牽
即V1×W1=V2×W2 ,E=V1/V2=W2/W1 (5-3-2)
式中:W1―輸出產品單位長度的質量;
W2―喂入產品單位長度的質量。
實際上,牽伸過程中有落棉產生,皮輥也有滑溜現象,前者使牽伸倍數增大,后者使牽伸倍數減小,因而,不考慮落棉與皮輥滑溜的影響,用輸出、喂入羅拉線速度求得的牽伸倍數,稱為機械牽伸倍數或計算牽伸倍數;考慮了上述因素求得的牽伸倍數稱為實際牽伸倍數。
實際牽伸倍數可以用牽伸前后須條的線密度或定量之比求得。
E/ =Tt2/Tt1=W2//W1/ (5-3-3)
式中:E/―實際牽伸倍數;
W1/―輸出產品的定量;
W2/―喂入產品的定量;
Tt1―輸出產品的線密度;
Tt2―喂入產品的線密度。
實際牽伸倍數與機械牽伸倍數之比稱為牽伸效率η。即:
η=E//E×100% (5-3-4)
在紡紗過程中,牽伸效率常小于1,為了補償牽伸效率,生產上常使用的一個經驗數值是牽伸配合率,它相當于牽伸倍數的倒數1/η。為了控制紡出紗條的定量,降低重量不勻率,生產上根據同類機臺,同類產品長期實踐積累,找出牽伸效率變化規律,然后在工藝設計中,預先考慮牽伸配合率,由實際牽伸與牽伸配合率算出機械牽伸,從而確定牽伸變換齒輪,即能紡出符合規定的須條。
(三)總牽伸倍數與部分牽伸倍數 一個牽伸裝置,常由幾對牽伸羅拉組成,從最后一對喂入羅拉至最前一對輸出羅拉間的牽伸倍數稱為總牽伸倍數;其相鄰兩對羅拉間的牽伸倍數稱為部分牽伸倍數。
<總牽伸倍數:E=v1/v4 。
將三個部分牽伸倍數連乘,則
E1×E2×E3=(v1/v2)×(v2/v3)×(v3/v4)=v1/v4=E (5-3-5)
即總牽伸倍數等于各部分牽伸倍數的乘積。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


