喂棉機構的分析
精梳機的喂棉部分包括承卷羅拉、給棉羅拉及其傳動機構。其作用是在每一個工作循環中喂給一定長度的棉層,供錫林梳理。
(一)喂棉機構
1、承卷羅拉
承卷羅拉有兩種回轉方式:一是間歇回轉式,如A201系列精梳機;采用此種方式喂棉,高速時承卷羅拉的沖擊大,且給棉量難以控制。二是連續回轉式,如SXF1269A型精梳機;此種方式適應精梳機的高速運轉。
SXF1269A型精梳機的承卷羅拉傳動機構如圖4-4-1所示。主傳動油箱中的副軸通過過橋輪系和喂棉調節輪系Z,以鏈條傳動承卷羅拉慢速回轉退解棉層。由于承卷羅拉連續回轉,當給棉羅拉不給棉時,承卷羅拉仍在喂給,加之給棉羅拉隨鉗板擺動,從而引起棉層張力呈周期性的波動,為了穩定棉層張力,SXF1269A型精梳機的承卷羅拉與給棉羅拉之間裝有一只偏心張力軸2,如圖4-4-2所示。偏心張力軸由鉗板擺軸傳動。偏心輥大半徑轉向棉層,使承卷羅拉3輸出的棉層因輸送距離增加而被“貯存”起來,當給棉羅拉4給棉時,偏心輥小半徑轉向棉層,棉層因輸送距離縮短而被“釋放”出來,從而補償了因連續喂棉和鉗板擺動引起的棉層長度變化,使棉層張力穩定。當給棉方式不同時,偏心張力軸支座6上的螺釘5處于水平位置時所對應的分度值不同,前進給棉為13分度,后退給棉為15分度。
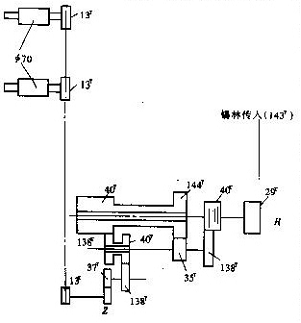
圖4-4-1SXF1269A型精梳機的承卷羅拉傳動機構
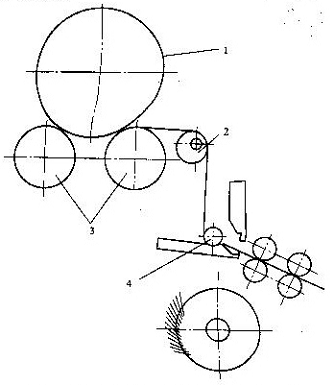
圖4-4-2 SXF1269A型精梳機棉層張力補償裝置
由圖4-4-1可求得每鉗次承承卷羅拉的喂棉長度L1為:
![]() 4-1-1
4-1-1
式中:Z為給棉羅拉至承卷羅拉間的張力牽伸變換齒輪齒數,在S
2、給棉羅拉
SXF1269A等新型精梳機均采用單給棉羅拉機構,與雙給棉羅拉機構相比,對須叢的抬頭、棉網的分離接合及精梳機的高速有利。在新型精梳機上,有兩種給棉方式;一種是鉗板在前擺過程中給棉,稱為前進給棉;另一種是后擺過程中給棉,稱為后退給棉。精梳機的給棉方式不同,則給棉機構亦不同。
SXF1269A型精梳機配有前進給棉機構(見圖4-4-3)和后退給棉機構(見圖4-4-4)供選用,以適應各種精梳產品的不同質量要求和落棉控制。采用前進給棉機構,當鉗板前進時上鉗板逐漸開啟,帶動裝于上鉗板上的棘爪將固裝于給棉羅拉軸端的給棉棘輪Z2拉過一牙,使給棉羅拉轉過一定角度而產生給棉動作;當給棉羅拉隨鉗板后擺時,棘爪在棘輪上滑過,不產生給棉動作。如果采用后退給棉,可換上后退給棉機構,如果4-4-4所示;當鉗板后退時上鉗板逐漸閉合,帶動裝于上鉗板上的棘爪將固裝于給棉羅拉軸端的給棉棘輪Z2撐過一牙,使給棉羅拉轉過一定角度而產生給棉動作;當給棉羅拉隨鉗板前擺鉗口打開時,棘爪在棘輪上滑過,不產生給棉動作。
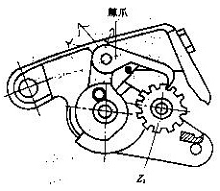
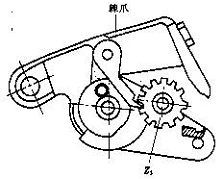
圖4-4-3前進給棉機構 圖4-4-4后退給棉機構
精梳機每鉗次的給棉長度A可根據給棉棘輪齒數Z2及給棉羅拉直徑利用下式計算:
 &#
&#
當給棉方式及給棉棘輪齒數Z2不同,計算得到的給棉長度A、給棉羅拉至承卷羅拉間的張力牽伸倍數E1見表4-4-1。
表4-4-1SXF1269A型精梳機給棉長度與張力牽伸
Z |
Z2 |
L1 |
A |
張力牽伸e1 |
44 |
16 |
5.39 |
5.9 |
1.09 |
45 |
16 |
5.28 |
5.9 |
1.12 |
49 |
18 |
4.85 |
5.2 |
1.08 |
50 |
18 |
4.75 |
5.2 |
1.10 |
51 |
18 |
4.64 |
5.2 |
1.12 |
55 |
20 |
4.31 |
4.7 |
1.09 |
56 |
20 |
4.23 |
4.7 |
1.11 |
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


