鉗持與梳理工藝
一、鉗持工藝
1、落棉隔距
(1)定義:鉗板到達最前位置時,下鉗板前緣與分離羅拉表面的距離。
(2)落棉隔距對梳理與落棉的影響:落棉隔距不但影響精梳落棉率,還影響梳理質量(理論分析影響重復梳理次數和分界纖維長度)。具體見上表。
(3)落棉隔距的調整方法:機型不同,則調整方法不同。
FA261型精梳機:先調最小落棉隔距為6.34mm,再調整落棉刻度盤。
2、梳理隔距
(1)定義:在錫林梳理過程中,上鉗板下緣與錫林針尖的距離。它是一個動態的變量。
(2)三種精梳機充理隔距的對比:A201、FA251、FA261在梳理過程中梳理隔距的變化規律如下(利用圖講)。
三種精梳機梳理隔距的均值與變異系數見下表:
梳理隔距的變化情況
A201C |
FA251 |
FA266 |
|||
分度 |
隔距 |
分度 |
隔距 |
分度 |
隔距 |
28 |
1.69 |
10 |
0.64 |
35 |
0.59 |
29 |
1.63 |
11 |
0.45 |
36 |
0.49 |
30 |
0.49 |
12 |
0.49 |
37 |
0.45 |
31 |
0.32 |
13 |
0.60 |
38 |
0.43 |
32 |
0.31 |
14 |
0.80 |
39 |
0.42 |
33 |
0.37 |
15 |
0.91 |
40 |
0.42 |
34 |
0.43 |
16 |
0.95 |
1 |
0.44 |
35 |
0.46 |
17 |
0.92 |
2 |
0.46 |
36 |
0.46 |
18 |
0.82 |
3 |
0.49 |
注:A201C及FA251精梳機最緊點隔距為0.3mm;FA266精梳機為0.3mm。
梳理隔距的極差值與變異系數
機型 |
A201C |
FA251 |
FA261 |
極差值 |
1.73 |
0.43 |
0.17 |
變異系數 |
69.33% |
24.59% |
10.86% |
2、鉗板開閉口定時
(1)鉗板的閉口定時
要求:當錫林的第一排針到達鉗板下緣時,鉗板要閉口,否則棉叢易被梳針抓走。
FA261型精梳機鉗板閉口一般在31-32分度。
(2)針板開口定時
要求:當錫林的末排針脫離棉叢時,鉗板鉗口要及時打開;若開口過晚,會影響棉叢的抬頭。
FA261型精梳機鉗板開口一般在11-15分度。
(3)FA261精梳機存在問題:鉗板開閉口定時隨落棉隔距的變化而變化,且不能調整。E62型精梳機可進行調整。
二、梳理工藝
(一)錫林梳理
1、錫林結構(利用圖講)
2、錫林定位
(1)錫林定位的實質:改變錫林與鉗板及錫林與分離羅拉的運動關系。
(2)錫林定位的方法:(利用圖講)松開錫林體上的固定螺釘(使錫林體與軸能相對轉動);將錫林定規的一端與分離羅拉的表面相接,另一端與錫林頭排針相接;轉動錫林軸使分度盤指針指到要求的分度上。FA261型精梳機的錫林定位一般為37-38分度。
(3)錫林定位與鉗閉口定時的關系:錫林定位早時,錫林第一排針到達鉗口下方的時間提早,如果鉗板閉口定時較晚,會
(4)錫林定位與分離羅拉運動的關系:錫林定位晚時,錫林末排針到達錫林與分離羅拉隔距點時間也較晚,錫于將分離羅拉倒入機內的棉網抓走面形成落棉。因此當紡長纖維時,錫林定位易早。
(二)頂梳梳理
1、頂梳結構
2、頂梳的高低與進出
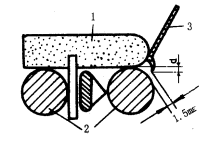
(1)頂梳的高低隔距
頂梳在最前位置時,頂梳針尖到分離羅拉上表面的垂直距離,如圖所示,d為頂梳的高低隔距。
高低隔距越大,頂梳插入棉叢越深,梳理作用越好,精梳落棉率就越高。高低隔距過大時,會影響分離接合開始時棉叢的抬頭。
SXF1269A型精梳機頂梳的高低位置用偏心軸來調整。。頂梳高低隔距共分五檔,分別用-1、-0.5、0、+0.5、+1來表示,標值越大,頂梳插入棉叢就越深,不同標值時的A值大小見下表。頂梳的高低隔距一般選用+0.5檔,頂梳高低隔距每增加一檔,精梳落棉約增加1%左右。
不同標值時的A值大小
標值 |
-1 |
-0.5 |
0 |
+0.5 |
+1 |
A值/mm |
51.5 |
52 |
52.5 |
53 |
53.5 |
(2)頂梳的進出隔距
頂梳的進出隔距是指頂梳在最前位置時,頂梳針尖與分離羅拉表面的隔距。
進出隔距越小,頂梳梳針將棉叢送向分離羅拉越近,越有利于分離接合工作的進行。但進出隔距過小,易造成梳針與分離羅拉表面碰撞,SXF1269A型精梳機頂梳的進出口隔距一般為1.5mm。
頂梳的進出隔距的調整方法是:使鉗板運動到是前位置,用定位工具1與前分離羅拉2靠緊,調整頂梳3的位置,并使頂梳與定位工具靠緊后固定頂梳位置,此時頂梳的進出隔距為1.5mm。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


