鉗板部分的工藝分析
精梳機鉗板部分的工藝有:鉗板的運動規律、落棉隔距、梳理隔距、梳理定時鉗板閉合定時等,它們與錫林的梳理、精梳落棉率及分離接合質量關系密切。
1、對鉗板運動的工藝要求
為了更好地發揮精梳錫林的梳理作用,提高分離接合質量,鉗板運動必須滿足以下要求:
(1)梳理隔距變化要小,以充分發揮錫林各排梳針的梳理作用,提高梳理效果。
(2)錫林第一排針到達鉗口下方始梳時,上、下鉗唇應閉合,并牢靠地握持棉叢,以防止長纖維被錫林抓走。
(3)當錫林梳過的棉叢頭端向分離鉗口運動時,鉗板開口要充分,以防止棉叢抬頭受到上鉗唇的阻礙,不能順利到達分離鉗口而影響分離接合。
(4)分離接合階段,鉗板前擺速度要慢,以增加分離牽伸和分離接合時間,使分離叢的長度增加,提高分離接合質量。
(5)鉗板機構運動慣量及閉口時沖擊要小,以利于提高車速、降低噪音。
2、鉗板的運動規律
鉗板前后擺動的規律主要取決于鉗板擺軸的擺動規律。為了便于分析,將圖4-4-9中的滑桿剛體內扣除邊長為38mm的矩形后簡化為圖4-4-12。設O為錫林軸心,O1為鉗板擺軸軸心,B1、B2分別為鉗板的前死心位置與后死心位置,θ為某分度曲柄OA與X軸的正向夾角,
θ1為鉗板最前位置(24分度)時OA與X的夾角(簡稱為前死心角),其值為:
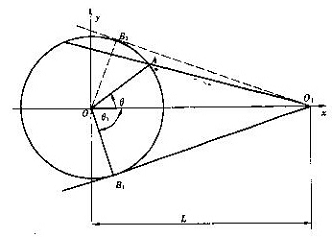
圖4-4-12 鉗板擺軸傳動簡圖
![]() &#
&#
在F1268、FA266型精梳機上OA為70mm,L為:
![]()
由此算得FA261、SXF1269A型精梳機鉗板運動的前死心角、后死心角、運動動程等參數見表4-4-2。由此可知:SXF1269A型精梳機鉗板由最前到達最后位置曲柄OA的轉角為140.460(15.6分度);鉗板前擺過程中曲柄OA的轉角為219.540(24.4分度);即鉗板前時進慢、后退時快,符合工藝要求。
表4-4-2 鉗板的運動參數
機型 |
FA261 |
SXF1269A |
前死心角θ1/0 |
68.01 |
70.23 |
后死心角θ1/0 |
68.01 |
70.23 |
鉗板前進時OA轉角/0 |
224 |
219.54 |
鉗板后退時OA轉角/0 |
136 |
140.46 |
鉗板擺軸總擺角/0 |
44 |
39.54 |
鉗板擺動程/mm |
56.3 |
50.2 |
3、落棉隔距
在SXF1269A型精梳機上,當鉗板擺動到最前位置(24分度)時,下鉗板鉗唇前緣與后分離羅拉表面間的距離稱為落棉隔距。
落棉隔距是調節落棉和錫林梳理的重要手段。在精梳機上,分離隔距B隨著落棉隔距的增大而增大;由式4-4-5、4-4-7及式4-4-9、4-4-10可知分界纖維長度及重復梳理次數都隨分離隔距B的增大而增大。因此,落棉隔距越大,精梳落棉率越高,其梳理效果也越好。一般情況下,落棉隔距增減1mm,精梳落棉率約增減2
(1)調節最小落棉隔距:如圖4-4-13所示,取下頂梳,將托腳調到最后位置,并將分度盤調到24分度,擰開所有的螺絲3(不能擰的太松),在
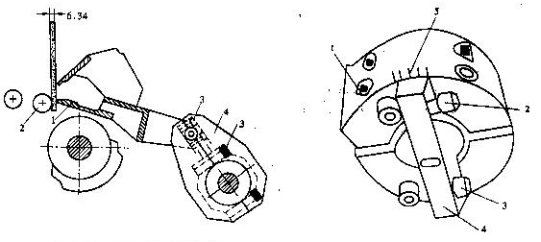
圖4-4-13 最小落棉隔距的調節 圖4-4-14 落棉刻度盤
分離羅拉2與下鉗板1間插入6.34mm隔距塊,用塑料錘輕敲重錘蓋4,使
鉗板前擺,最后將螺絲擰緊。
(2)調節落棉刻度盤:在SXF1269A型精梳機鉗板擺軸上裝有一直徑為132mm的落棉刻度盤,落棉刻度標尺厚度為1mm,如圖4-4-14所示。標尺5上落棉刻度調節范圍為5-12,相鄰兩刻度間的圓心角為10。在落棉刻度為5時調節落棉隔距的最小值為6.34mm以后,松開螺絲1后,調節螺絲2和3,使鉗板擺軸及后擺臂隨之擺動,從而使落棉隔距也隨之改變。落棉刻度每增大1,鉗板擺軸及后擺臂向后擺動過10,使落棉隔距增大。SXF1269A型精梳機在不同落棉刻度下對應的落棉隔距值見表4-4-3。為防止由于裝配精度等原因引起各眼落棉隔距不一致的現象,在整機調節落棉刻度盤之后,要逐眼復查落棉隔距。圖中4為定位塊。
表4-4-3 落棉刻度與落棉隔距的關系
落棉刻度 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
落棉隔距/mm |
6.34 |
7.47 |
8.62 |
9.78 |
10.95 |
12.14 |
13.34 |
14.55 |
4、梳理隔距
在錫林梳理過程中,錫林針尖
由于SXF1269A型精梳機,鉗板擺動的支點與錫林軸同心,稱為中支點式鉗板擺動機構。此種機構與其他形式的鉗板板擺動機構相比,梳理隔距變化較小。當落棉刻度為8時,SXF1269A型精梳機錫林梳理階段的梳理隔距變化變化見表4-4-4。
表4-4-4 梳理隔距
分度 |
梳理隔距/mm |
34 |
0.46 |
35 |
0.36 |
36 |
0.31 |
37 |
0.29 |
38 |
0.29 |
39 |
0.29 |
40 |
0.29 |
1 |
0.29 |
2 |
0.29 |
3 |
0.30 |
4 |
0.31 |
5、錫林梳理定時
錫林第一排針開始接觸棉叢時,分度盤指針指示的分度數,稱為梳理開始定時;錫林末排針脫離棉叢時的的分度數,稱為梳理結束定時。錫林梳理開始定時的早晚與錫林定位及落棉刻度有關。落棉刻度不同,意味著鉗板從最前位置后開始后退的起點不同,鉗板后退途中與錫林頭排針相遇的時間(分度)和位置也不同。落棉隔距小,鉗板開始后退的起點靠前,鉗板與錫林頭排針相遇的分度遲,位置靠前;落棉隔距大,鉗板開始后退的起點靠后,與錫林相遇的分度早,位置靠后。SXF1269A型精梳機在錫林定位為37分度、落棉隔距為8時,梳理開始定時為34.7分度;梳理結束定時為4.3分度。
6、鉗板開、閉口定
上、下鉗板閉合時分度盤指示的分度數稱為鉗板閉合定時;鉗板鉗口開始打開時分度盤的分度數稱為鉗板的開口定時。
(1)閉口定時
根據梳理的要求,應該在精梳錫林開始梳理棉叢前使鉗板鉗口閉合,以防止纖維被錫林抓走。SXF1269A型精梳機在鉗板機構設計上保證了鉗板閉口定時較梳理開始定時早1-2個分度。
(2)開口定時
根據分離接合的要求,在梳理結束時鉗板應及時開口,以便使棉叢抬頭順利到達分離鉗口。SXF1269A型精梳機鉗板開口定時為8-11分度,比梳理結束定時晚4-8分度,開口較遲。特別是在落棉刻度較大時,鉗板開口更遲,不利于棉叢的抬頭。
在SXF1269A型精梳機上,鉗板的開、閉口定時不能調整;對應于34—5分度間的梳理隔距見上表4-4-4。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


