- 棉紡
- 紡織原料
- 開(kāi)清棉
- 梳棉
- 精梳
- 并條
- 粗紗
- 細(xì)紗
- 絡(luò)并捻
- 紡紗
- 環(huán)錠紡
- 轉(zhuǎn)杯紡
- 噴氣紡
- 渦流紡
- 摩擦紡
- 緊密紡
- 假捻變形
- 空氣變形
- 熱流變形
- 多重變形
- 織造
- 整經(jīng)
- 漿紗
- 穿結(jié)經(jīng)
- 卷緯
- 開(kāi)口
- 引緯
- 打緯
- 卷取
- 送經(jīng)
- 織機(jī)傳動(dòng)
- 織造工藝
- 織機(jī)
- 劍桿織機(jī)
- 噴氣織機(jī)
- 噴水織機(jī)
- 片梭織機(jī)
- 片梭織機(jī)
- 多臂裝置
- 提花裝置
- 折入邊裝置
- 針織
- 緯編
- 織襪
- 經(jīng)編
- 染整
- 前處理
- 染色
- 印花
- 后整理
- 染化料
- 測(cè)試
- 環(huán)保
- 化纖
- 人造纖維
- 合成纖維
- 化纖設(shè)備
- 無(wú)紡
- 干法成網(wǎng)
- 濕法成網(wǎng)
- 紡絲成網(wǎng)
- 針刺加固
- 熱粘合
- 化學(xué)粘合
- 熔噴工藝
 您所在的位置:
您所在的位置:




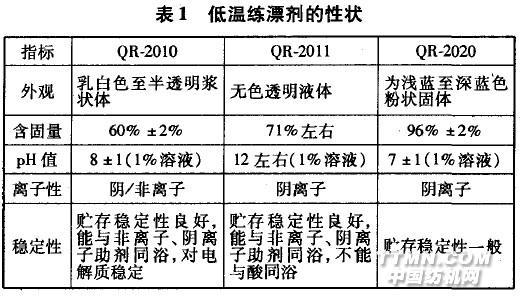 2 織物低溫練漂與傳統(tǒng)練漂工藝比較2.1 傳統(tǒng)間歇式一浴一步法練漂工藝實(shí)例一工藝流程練漂一熱水洗(95℃ ×5 min)一熱水洗(8o oC×5 min)一冷水洗一冷水洗一酸處理(調(diào)節(jié)pH值6)一去氧酶處理(60℃ ×20 min)一染色或增白(不排液)練漂工藝處方/(g/L)氧漂特效助劑XS-740 2.227.5%雙氧水/(mL/L) 8浴比 1:8—1:15練漂工藝曲線
2 織物低溫練漂與傳統(tǒng)練漂工藝比較2.1 傳統(tǒng)間歇式一浴一步法練漂工藝實(shí)例一工藝流程練漂一熱水洗(95℃ ×5 min)一熱水洗(8o oC×5 min)一冷水洗一冷水洗一酸處理(調(diào)節(jié)pH值6)一去氧酶處理(60℃ ×20 min)一染色或增白(不排液)練漂工藝處方/(g/L)氧漂特效助劑XS-740 2.227.5%雙氧水/(mL/L) 8浴比 1:8—1:15練漂工藝曲線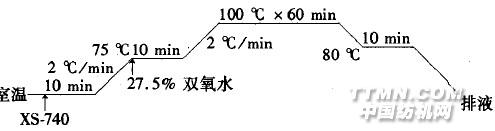 實(shí)例二 ’工藝流程練漂一熱水洗(95 ℃×15 min,降溫至8O℃ ,保溫10 min,排液)一酸處理(調(diào)節(jié)pH值6—7,6O ℃×15 min)一冷水洗一冷水洗一染色或增白漂白工藝處方/(g/L)36。B6燒堿4.027.5%雙氧zK/(mE/L) 8.0精練劑QR-OK 1.0雙氧水穩(wěn)定劑QR一160 1.0螯合分散劑QR.800 1.0浴比 1:8~1:152.2 低溫練漂工藝2.2.1 低溫間歇式一浴一步法練漂工藝織物18.4 rex×2(32 /2)普紗棉針織雙面布工藝流程 練漂(浴比l:l5)一排液一水洗(60℃ ×20 rain)一冷水洗(10 rain)一酸處理(98%冰醋酸調(diào)節(jié)pH值6~7)一去氧酶處理(60 oC&ti
實(shí)例二 ’工藝流程練漂一熱水洗(95 ℃×15 min,降溫至8O℃ ,保溫10 min,排液)一酸處理(調(diào)節(jié)pH值6—7,6O ℃×15 min)一冷水洗一冷水洗一染色或增白漂白工藝處方/(g/L)36。B6燒堿4.027.5%雙氧zK/(mE/L) 8.0精練劑QR-OK 1.0雙氧水穩(wěn)定劑QR一160 1.0螯合分散劑QR.800 1.0浴比 1:8~1:152.2 低溫練漂工藝2.2.1 低溫間歇式一浴一步法練漂工藝織物18.4 rex×2(32 /2)普紗棉針織雙面布工藝流程 練漂(浴比l:l5)一排液一水洗(60℃ ×20 rain)一冷水洗(10 rain)一酸處理(98%冰醋酸調(diào)節(jié)pH值6~7)一去氧酶處理(60 oC&ti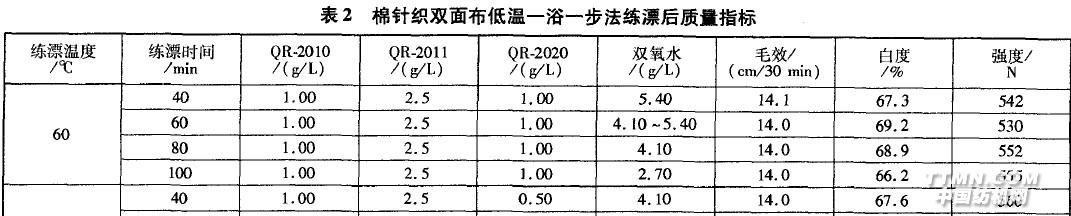
.jpg)
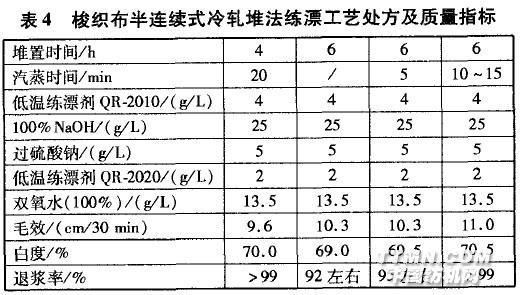
.jpg) 2.2.2 半連續(xù)式冷軋堆法練漂(1)18.4 rex X2普紗棉針織雙面布(表3)工藝流程浸軋(室溫,一浸一軋,軋液率100%~ 150%)一堆置一漂后95℃處理15 rain(36。B6燒堿2 g/l,,Ql~-2OlO 0.5 g/l,)一排液一水洗(60 oC ×20 min)一排液一冷水洗(10 min)一酸處理(98%醋酸調(diào)節(jié)pH值6~7)一排液(2)梭織布(表4)工藝流程 浸軋(二浸二軋,軋液率80% ~100%)一堆置一汽蒸(100℃)一水洗(36。B6燒堿2 L,Ql~-2OlO 0.5 g/l,,90 oC X 10 min)一排液一水洗(60 oC×20 min)一排液一冷水洗(10 rain)一酸處理(調(diào)pH值6~7)一去氧酶處理由表3,4可看出,低溫練漂劑QR一2010(浸軋專用)、QR一201 1、QR一2020用于棉織物半連續(xù)式冷軋堆練漂工藝,可縮短堆置時(shí)間(從傳統(tǒng)冷軋堆練漂工藝的l6~24 h縮短至4~6 h),提高毛效(從傳統(tǒng)冷軋堆練漂工藝的0~6 cm/30 min提高到10 cm/30 miin以上),節(jié)省能源、減少污水排放和縮短加工時(shí)間。
2.2.2 半連續(xù)式冷軋堆法練漂(1)18.4 rex X2普紗棉針織雙面布(表3)工藝流程浸軋(室溫,一浸一軋,軋液率100%~ 150%)一堆置一漂后95℃處理15 rain(36。B6燒堿2 g/l,,Ql~-2OlO 0.5 g/l,)一排液一水洗(60 oC ×20 min)一排液一冷水洗(10 min)一酸處理(98%醋酸調(diào)節(jié)pH值6~7)一排液(2)梭織布(表4)工藝流程 浸軋(二浸二軋,軋液率80% ~100%)一堆置一汽蒸(100℃)一水洗(36。B6燒堿2 L,Ql~-2OlO 0.5 g/l,,90 oC X 10 min)一排液一水洗(60 oC×20 min)一排液一冷水洗(10 rain)一酸處理(調(diào)pH值6~7)一去氧酶處理由表3,4可看出,低溫練漂劑QR一2010(浸軋專用)、QR一201 1、QR一2020用于棉織物半連續(xù)式冷軋堆練漂工藝,可縮短堆置時(shí)間(從傳統(tǒng)冷軋堆練漂工藝的l6~24 h縮短至4~6 h),提高毛效(從傳統(tǒng)冷軋堆練漂工藝的0~6 cm/30 min提高到10 cm/30 miin以上),節(jié)省能源、減少污水排放和縮短加工時(shí)間。

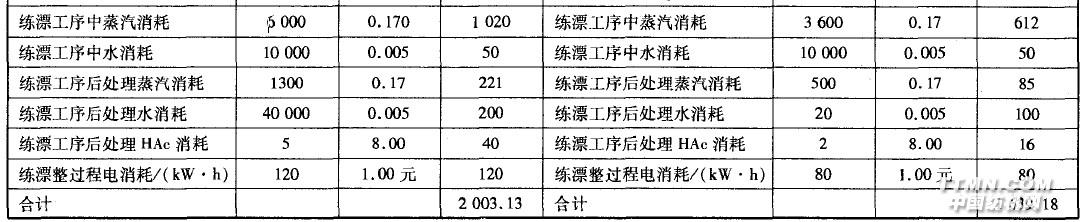
 2.2.3 連續(xù)式軋蒸法練漂(表5)織物全棉梭織物工藝流程二浸二軋(30℃ ,軋液率90%)一汽蒸(100℃ ×45 min或60 min)一水洗(36。B6燒堿2 g/L,QR 2010 0.5 L.95 oC ×10 min)一排液一水洗(6O oC×20 min)一排液一冷水洗(10 min)一酸處理(98%醋酸調(diào)節(jié),pH值6~7)一去氧酶處理一染色
2.2.3 連續(xù)式軋蒸法練漂(表5)織物全棉梭織物工藝流程二浸二軋(30℃ ,軋液率90%)一汽蒸(100℃ ×45 min或60 min)一水洗(36。B6燒堿2 g/L,QR 2010 0.5 L.95 oC ×10 min)一排液一水洗(6O oC×20 min)一排液一冷水洗(10 min)一酸處理(98%醋酸調(diào)節(jié),pH值6~7)一去氧酶處理一染色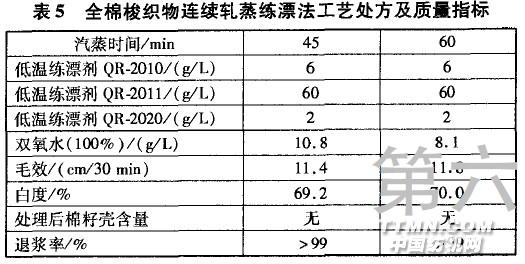 2.2.4 注意事項(xiàng)(1)有效合理地確定低溫練漂劑QR一2010、QR一2011、QR-2020及雙氧水用量,是低
2.2.4 注意事項(xiàng)(1)有效合理地確定低溫練漂劑QR一2010、QR一2011、QR-2020及雙氧水用量,是低 注:()中的數(shù)據(jù)系與表2相關(guān)用量比較o(2)采用低溫練漂工藝,當(dāng)雙氧水用量與傳統(tǒng)工藝相同時(shí),其白度比傳統(tǒng)工藝高。(3)QR-2011不宜用普通燒堿(或36。B6燒堿)替代,因?yàn)槠渚毱笠紫礈欤也粫?huì)引起破洞。否則,其練漂質(zhì)量可能會(huì)發(fā)生變化。(4)QR一2010有浸漬法專用和浸軋法專用兩種劑型,前者泡沫少。(5)染色時(shí)使用固色堿QR—KN代替純堿固色,可節(jié)約成本,且色澤與純堿固色相當(dāng)。3 經(jīng)濟(jì)效益比較低溫練漂工藝與傳統(tǒng)工藝效益比較見(jiàn)表7,8。
注:()中的數(shù)據(jù)系與表2相關(guān)用量比較o(2)采用低溫練漂工藝,當(dāng)雙氧水用量與傳統(tǒng)工藝相同時(shí),其白度比傳統(tǒng)工藝高。(3)QR-2011不宜用普通燒堿(或36。B6燒堿)替代,因?yàn)槠渚毱笠紫礈欤也粫?huì)引起破洞。否則,其練漂質(zhì)量可能會(huì)發(fā)生變化。(4)QR一2010有浸漬法專用和浸軋法專用兩種劑型,前者泡沫少。(5)染色時(shí)使用固色堿QR—KN代替純堿固色,可節(jié)約成本,且色澤與純堿固色相當(dāng)。3 經(jīng)濟(jì)效益比較低溫練漂工藝與傳統(tǒng)工藝效益比較見(jiàn)表7,8。

 4 結(jié)論(1)棉織物低溫練漂工藝只需8O℃或以下低溫練漂,可節(jié)約40%蒸汽量。(2)棉織物低溫練漂工藝中,僅需熱水洗(6O℃)一次,再經(jīng)酸中和,除氧后就可直接染色。(3)經(jīng)測(cè)試,棉織物低溫練漂的半制品毛效高(10 cm以上)、白度好、漂損低,染料固著率高、色澤鮮艷,其成品手感好,染色牢度有所提高。(4)全棉萊卡彈力織物采用低溫練漂,死(或細(xì))皺印產(chǎn)生概率減少,較傳統(tǒng)練漂工藝的降溫時(shí)間大大縮短;毛巾布采用低溫練漂,順利解決了吸濕性和
4 結(jié)論(1)棉織物低溫練漂工藝只需8O℃或以下低溫練漂,可節(jié)約40%蒸汽量。(2)棉織物低溫練漂工藝中,僅需熱水洗(6O℃)一次,再經(jīng)酸中和,除氧后就可直接染色。(3)經(jīng)測(cè)試,棉織物低溫練漂的半制品毛效高(10 cm以上)、白度好、漂損低,染料固著率高、色澤鮮艷,其成品手感好,染色牢度有所提高。(4)全棉萊卡彈力織物采用低溫練漂,死(或細(xì))皺印產(chǎn)生概率減少,較傳統(tǒng)練漂工藝的降溫時(shí)間大大縮短;毛巾布采用低溫練漂,順利解決了吸濕性和









源經(jīng)編.gif)
