培養72h以后,將培養皿取出,用游標卡尺測量菌落直徑(十字交叉測量2次,取平均值)。以3次重復菌落直徑的平均值計算抑制率n,%。
n=(D1一D2)/(D2 — 0.4) (1)
式中:D1為對照菌落直徑,D2為處理菌落直徑。
對藥劑質量濃度的對數值與抑制率的幾率值I,進行相關分析,得出毒力回歸方程、相關系數、抑制中質量濃度(ECS0)和95%受抑制質量濃度(EC95)。
3結果與討論
3.1產物分析
產物重結晶后得到白色針狀結晶,熔點為218.5—219℃。其他分析數據見表1。
由以上檢測結果分析,確定產物為4一氨基-5-特丁基-3.甲硫基一1,2,4.三嗪_5(4H).酮硫酸鹽。
3.2工藝優化
3.2.1硫酸質量分數對反應的影響
硫酸在反應中既是溶劑又是催化劑,原料中的硫酸甲酯易水解,因此硫酸質量分數的選擇對反應的影響較大。反應溫度小于7O℃,硫酸甲酯過量,反應時間為3h,考察硫酸質量分數對反應收率的影響,結果見表2。
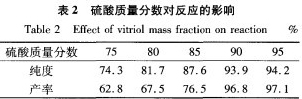
由表2看出,產品純度、產率隨著硫酸質量分數的增大而逐漸增大,在90%和95%左右反應的產率和產品純度最高,原因可能是一方面對原料硫酸甲酯的分解減少,另一方面是高質量分數的硫酸提高了催化效率,使得純度和產率都有提高。綜合考慮整體工藝選擇90%的硫酸作為反應溶劑。
3.2.2溫度對反應的影響
在質量分數為90%的濃硫酸中滴加硫酸甲酯過量,反應3h,考察不同反應溫度對產物的影響,結果見圖1。
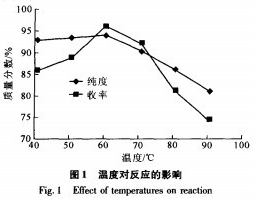
從圖1看出,在40-60℃反應時,產物的純度基本維持在一個水平上,差異不大,產率隨著溫度升高而提高,在60.70℃增高較快;反應溫度在70℃以上后,產物純度、收率開始逐步下降,收率的下降幅度較大。這與反應機理有關,反應中甲基化過程可以選擇三嗪上的一NH:、一sH中的任意一個基團,溫度較高使得甲基化的選擇性強度減弱,從而出現2種甲基化產物,并可能導致副反應增加。因此,反應溫度以不超過60℃為宜。
3.2.3原料投料比對反應的影響
在質量分數90%硫酸中溶解三嗪,滴加硫酸甲酯,60℃反應時間為3h,考察三嗪和硫酸二甲酯的投料比(摩爾比)對反應收率的影響,結果見表3。
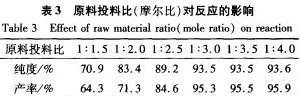
為了保證s一甲基化的順利完成,作為甲基化的試劑的硫酸甲酯的摩爾比要比三嗪高些。從表3看出,隨著硫酸甲酯摩爾比的逐漸加大反應產率和純度都得到了提高,當二者的摩爾比達到1:3時收率和純度基本達到了最高水平。
3.2.4時間對反應的影響
反應溫度為60℃,三嗪和硫酸甲酯的摩爾比為1:3考察反應對反應收率的影響,結果見表4。
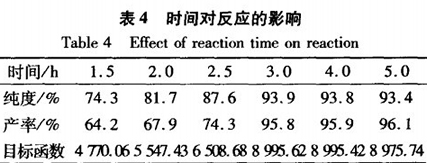
由表4中看出,隨著反應時間的延長,產率和產品純度逐步增加,當反應時間達到3h后,產品的產率增加,而產品純度有所下降,原因可能是較長時間的受熱使得副反應增多導致純度下降。在實際應用中,可根據對純度和產率的具體要求選擇合適的反應時間。本實驗以純度和產率的乘積為目標函數,以反應時間為變量,得到最佳反應時間應為3h,即反應時間為3h時,純度可達93.8%,回收率為95.8%。
最佳的工藝條件:在90%的濃硫酸中溶解三嗪,滴加3倍的硫酸甲酯,6O℃反應3h,冷卻后倒入冰水中,有白色固體析出,過濾、干燥。
<<上一頁[1][2][3]下一頁>> 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


