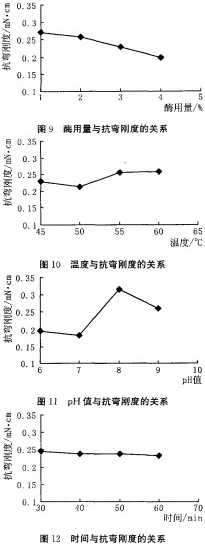
3.3各因子不同水平與抗彎剛度之間關系
抗彎剛度越小,織物柔軟性越好,纖維素酶處理效果就越好。由圖9~圖12可知,pH值對抗彎剛度影Ⅱ向最大,極差為0.132;酶用量次之,極差為0.072;然后是溫度、時間。如果用織物抗彎剛度評定實驗結果,則較佳工藝為A4B2C2D4。
3.4酶處理最佳工藝條件
通過以上實驗和分析可以知道,酶用量A取水平4時,亞麻針織物的各項性能均達到最佳,故酶用量A應取水平4即4%當溫度B取水平3時,減量率和頂破強力損失率達到最佳,抗彎剛度比水平2時的稍大,但溫度對抗彎剛度的影響不太顯著,溫度由50。C升高到55℃時抗彎剛度增幅很小,綜合考慮溫度B取水平3即55。C;同理pH值C取水平1時,減量率和頂破強力損失率達到最佳,抗彎剛度比水平2時的稍大,但兩者相差不大,故綜合考慮pH值C取水平1即6;由上面分析可知,時間D對針織物3種性能的影響都比較小,是次要因素,且考慮到經濟效益,應取較短的時間,所以D取水平2即40min為宜。
綜合以上分析可得亞麻針織物中性纖維素酶最佳處理工藝條件為:A4B3C1D2。,即酶用量4%,溫度55℃,pH值6,時間4Omin。在此工藝條件下進行實驗,得出減量率為2.83%,頂破強力損失率為15.6%,抗彎剛度為0.158mN·cm,對比正交實驗結果可以看出亞麻針織物在最佳處理工藝條件處理后其性能也達到最佳。
4結論
(1)亞麻針織物經巾性纖維素酶處理后,抗彎剛度減小,織物手感變軟,刺癢感得到一定程度的消除,改善了織物的服用性能。但當酶處理過度時,纖維素分子分解嚴重,強力損傷嚴重。
(2)亞麻針織物生物酶柔軟處理中pH值對處理效果影響最大,溫度次之,酶用量和時間對處理效果影響較小。所以實際生產中應嚴格控制pH值和溫度以達到最佳效果,而酶用量和處理時間可選擇相對較小的值以降低成本,提高效率。
(3)綜合考慮得到亞麻針織物中性纖維素酶最佳處理工藝條件:酶用量4,溫度55℃,pH值6,時間40min。
<<上一頁[1][2][3] 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


