(2)頂破強力損失率
頂破強力測試參照標準GB7742--87測定。
強力損失率(%)=(處理前強力—處理后強力)/處理后強力×100%
(3)抗彎剛度
用LLY~O1型電子硬挺度儀測試。織物彎曲剛度計算公式為:
G=m×C 3×10-3
式中G一單位寬度的抗彎剛度(mN·cm);
m—試樣的單位面積質量(g/m);
C一試樣的平均彎曲長度(cm)。
3結果與討論
正交試驗結果如表2所示,極差分析如表3所示。
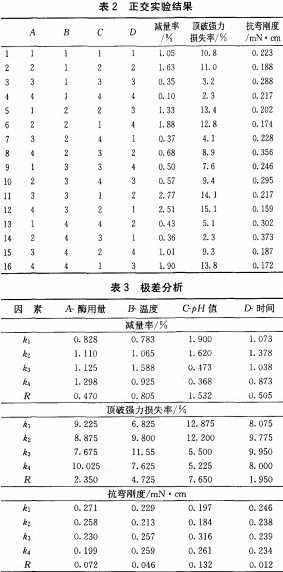
以各因子的水平為橫坐標,表3中的平均試驗值為縱坐標作圖,可分別得到各因子不同水平與減量率、頂破強力損失率及抗彎剛度之間關系,如圖1~圖12所示。
3.1各因子不同水平與減量率之間關系
由圖1~圖4可以看出,pH值對減量率影響最大,極差為1.532;溫度次之,極差為0.805;時間和酶用量對減量率影響較小,極差分別為0.505和0.47。如果用織物減量率來評定實驗結果,那么較佳工藝為A4B3C1D2。
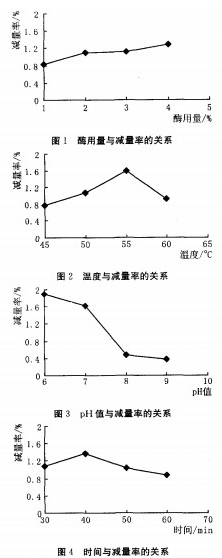
圖1中,隨著酶用量的增加,減量率也不斷增加,但增加的幅度在不斷減小。這是由于酶在催化反應時先與底物形成復合物,然后復合物分解再釋放出酶和產物。底物的數量是一定的,當酶濃度較低時,隨著酶濃度的增加減量率也增加,但當酶濃度達到一定程度時,減量率上升趨于平緩。
圖2中,隨著溫度的升高,減量率逐漸提高,當溫度達到55℃時,減量率達到最大值,而后減量率隨溫度升高而下降。這是因為纖維素酶只有在一定溫度范圍內才表現出較高的活性,溫度低,酶的活性較低,不能有效地發揮催化作用;溫度過高,酶就失去活性,無法發揮作用。
pH值對減量率的影響與溫度對減量率影響類似。只有在定的pH范圍內纖維素酶才表現出較高的活性。pH值過高或過低都會使酶活性降低乃至失活。由于本課題所用的酶為中性纖維素酶,其最佳pH值為6~8,故當pH值大于6時,減量率隨pH值增大而下降。
由圖4可知,開始階段減量率隨著整理時間的增加而增加,但到達一定時間(40min)后,減量率卻出現下降趨勢,所以在實際生產過程中不應延長時間來提高生產效率。
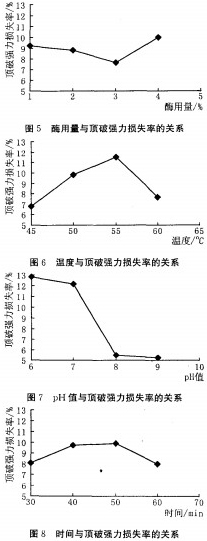
3.2各因子不同水平與頂破強力損失率之間關系
由圖5~圖8可知,pH值和溫度對頂破強力損失率影響較大,極差分別為7.65、4.725;酶用量和時間對頂破強力損失率影響較小,極差分別為2.35、1.95。由于受試織物的頂破強力損失率基本處于規定范圍內(中性纖維素酶處理頂破強力損失率一般控制在5~15),且在最大頂破強力損失率情況下織物頂破強力為299.5N,依然大于標準FZ/T73O15—19996亞麻針織品》中頂破強力不低于260N的要求。在這種情況下,頂破強力損失率越大,說明纖維素酶對織物的作用越強,纖維素酶處理效果越好,所以如果用頂破強力損失率評定實驗結果,則較佳工藝為A4B3C1D3。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


