紡織后整理設備包括磨毛機、起毛機等設備,其張力是影響面料后整理效果的一個最重要的因素,目前,國內(nèi)大部分后整理設備主要是采用開環(huán)的張力控制,盡管其控制技術簡單,但往往效果不是太好,而國外已經(jīng)有采用閉環(huán)張力控制技術的各種后整理設備出現(xiàn),如國際知名品牌意大利的Lafer公司生產(chǎn)的產(chǎn)品。
本研究討論了一種采用閉環(huán)張力控制,以PID算法為核心,實現(xiàn)紡織后整理設備多軸同步張力動態(tài)平穩(wěn)調(diào)節(jié)的控制。
1紡織后整理設備導布系統(tǒng)
紡織后整理設備的導布系統(tǒng)由進布輥、前導輥、后導輥、上導輥、出布輥組成。面料首先由進步輥導人,在前導輥和后導輥之間完成后整理處理,最后經(jīng)上導輥和出布輥導出,導布系統(tǒng)共需5臺伺服電機控制,每兩根導輥間裝有張力傳感器,如圖1所示(圖中●表示張力傳感器)。
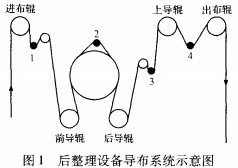
各導輥的轉(zhuǎn)速差產(chǎn)生各段張力,例如:當前導輥速度大于進步輥速度時,張力增大;當相對速度逐漸縮小時,張力也相應地減小。張力大小就是根據(jù)這個原理來調(diào)節(jié)的。
2多軸同步張力控制
2.1張力的產(chǎn)生
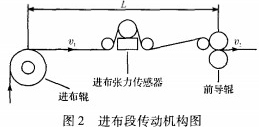
張力產(chǎn)生的根本原因是由于生產(chǎn)線前后存在著速度差,要想控制張力恒定,就要控制速度差恒定。將進布段傳動機構簡化如圖2所示,以進布段的織物張力為例,分析張力控制系統(tǒng)的工作原理。
設織物從進布輥進來時的線速度為v1,經(jīng)前導輥后線速度變?yōu)関2,進布輥與前導輥之間的距離為,織物的彈性模量為,織物的截面積為δ。
由胡克定律可知,織物所產(chǎn)生的張力為:

式中:t1一織物經(jīng)過進布輥的時刻,t2一織物到達前導輥的時刻,t2一t1一織物從進布輥傳送到前導輥所需要的時間。
要保證進布段的張力恒定,就是要保證進布輥與前導輥之間的線速度差恒定即可。進布張力傳感器實時采集該點張力值,經(jīng)PLC運算后實時調(diào)整前導輥的轉(zhuǎn)速,從而保證恒定的線速度差,即實現(xiàn)恒張力控制。
系統(tǒng)的張力段共分為4段,分別為進布、加工、上導和出布。進布段主要起到預緊面料張力作用,其目的是為了使面料張力在整個加工過程中達到近乎相同的狀態(tài),使面料受力均勻。上導段和出布段張力也起到了平衡加工段張力的作用。
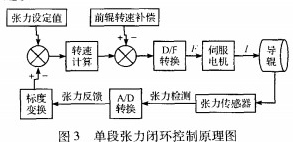
2.2單段張力閉環(huán)控制
張力調(diào)節(jié)是通過PLC的模擬量輸入模塊實時采集張力傳感器的值,模擬量經(jīng)PLC的ADC輸入通道轉(zhuǎn)化為數(shù)字量,后一導輥的轉(zhuǎn)速以前一導輥轉(zhuǎn)速為基準,經(jīng)PID運算并進行導輥轉(zhuǎn)速補償后控制伺服電機的輸出。現(xiàn)以加工段為例,單段的張力閉環(huán)控制流程如圖3所示。對于圖3中的前輥補償,會在2.4小節(jié)作詳述。
[1][2][3]下一頁>>
 您所在的位置:
您所在的位置:














編.gif)
