1.3.2印花工藝
制漿--,~p花一烘干(80℃,5min)一汽蒸(102℃,7min)一冷水洗一熱水洗一皂洗(95℃.5min)一冷水洗一熨平。
1.4顏色測量和合成顏色的預測
印花織物的顏色測量和合成顏色的預測使用GretagMacbethColor—Eye7000A型電腦測色配色儀顏色使用L*a*b*值表征。
1.5顏色表現空間數據處理
織物顏色的a術b測量值和合成值經Mastercam軟件和Solidw0rks2004軟件做空間曲面的建構與體積的計算.分析染料組能表現的顏色空間大小和形狀。
2結果與討論
2.1染料數據庫的建立
本文選用兩組染料建立染料的基礎數據庫。第一組由汽巴克隆紅P—BN、汽巴克隆金黃P-2RN、汽巴克隆藍P_B和科華素印花黑Excel Black conc組成;第二組由科華素印花紅P—B、黛棉麗黃P一3RLT、黛棉麗艷藍P-3RLNT和科華素印花黑Excel Black conc組成。
首先每只染料色漿的質量分數分別按0.5%、1%、1.5%、2%、2.5%、3%、3.5%、4%8檔,依照印花工藝進行印花.制得色樣。用電腦測色配色儀分別對各單色樣按照濃度梯度逐一進行測色.建立染料印花顏色合成用的數據庫。
2.2 L*a*b*顏色表現空間體的構建
CIE L*a*b*顏色空間是目前紡織行業廣泛使用的表色系統L*a*b*顏色空間是由一個明度因數L*和兩個色度因數a*、b*組成的。L*=0分量的范圍從0到100.L*=0時為黑色,a*從綠色變化到紅色,b*從藍色變化到黃色.它們的值在一120~120之間。
2.2.1顏色合成預測值的計算
取每組染料紅、黃、藍三原色中的兩個,按設計好的拼混比例算出應使用的染料用量.將染料用量值輸入配色軟件.計算出該比例混合染料能印制出的合成色(L*、a*、b*值)。
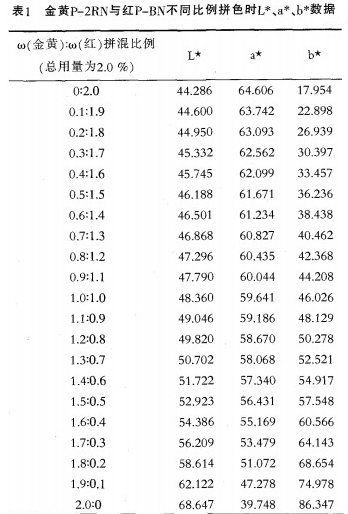
染料拼混時.總用量從0.0001%~4%分為13檔。表1所示是汽巴克隆金黃P一2RN(以下簡稱金黃P一2RN)與汽巴克隆紅P—BN(以下簡稱紅P—BN)染料在總用量為2%的條件下.計算得到的不同拼混比例的L*a*b*值。
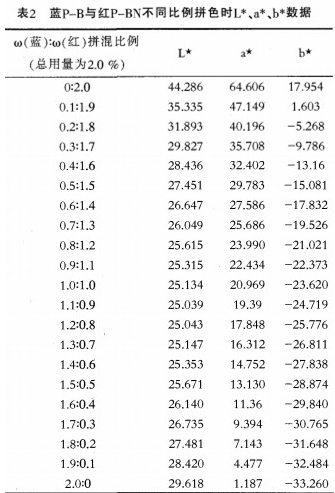
表2所示是汽巴克隆藍P—B(以下簡稱藍P—B)與紅P—BN染料在總用量為2%的條件下.計算得到的不同拼混比例的L*a*b*值。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


