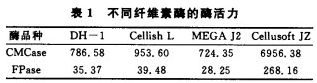
實驗選擇Suh0ngCellishL、MEGAJ2、DH-1和Cellus0ftJZ四種纖維素酶,分別用CMC酶活法(CMCase)和濾紙酶活法(FPase)測定其酶活,結果如表1所示。
從表1結果可知:CMCase和FPase的大小順序是:Cellus0fiJZ>CellishL>DH一1>MEGAJ2。其中CMCase主要表征纖維素酶系統中內切酶(EG、Cx)的活力,FPase表征纖維素酶系統中總纖維素酶活力。因為反應底物不一樣,兩種測試方法得到酶活力沒有顯著對應關系和可比性。復配纖維素酶中原酶含量一般不超過20%,所以原酶的酶活一般比復配酶酶活要大得多。
2.2物理減量和化學減量的影響
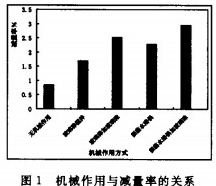
從目前纖維素處理纖維素織物形成的減量看,減量可以分為化學減量和物理減量,化學減量是纖維素酶催化水解纖維素成為葡萄糖而使織物達到減量,而物理減量是非化學催化水解(表面纖維剝離)造成的減量。由圖1可知,從減量率來看,以振蕩水浴鍋加玻璃珠獲得的機械作用的效果最好,玻璃棒加玻璃珠攪拌次之,而無機械作用的減量率非常小。因為酶整理的減量是由化學催化水解和機械攪拌協同形成的,化學減量促進了物理減量的形成,而物理減量又使新的纖維素酶的催化位置形成。添加攪拌介質后,因其無規則的運動致使織物表面的動力邊界層和擴散邊界層變薄,酶分子容易接近和吸附在纖維的表面,同時水解產物也加快溶解。玻璃棒攪拌的減量率小于水浴振蕩鍋減量率的原因主要是人工攪拌沒有連續性和持續性(隔5min攪拌lmin)。所以以下研究都是以水浴振蕩鍋加玻璃珠作為機械攪拌裝置。
2.3酶用量對減量率的影響
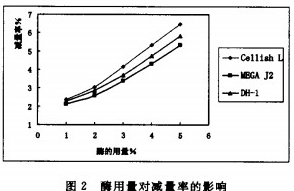
選取CellishL、MEGAJ2、DH一1對棉織物進行生物拋光整理,不同酶的用量及減量率的關系如圖2。當酶用量分別為1~5時,對應減量率的平均值為,CellishL:MEGAJ2:DH-1=1:0.82:0.86,這與不同酶的CMCase的比值(CellishL:MEGAJ2:DH-1=1:0.77:0.83)是相近的,說明在相同的機械作用下,織物減量率與CMCase明顯相關,EG酶在織物的生物拋光整理中起著決定作用。所以在生物拋光整理中,CMCase是織物整理效果的重要依據之一。
2.4纖維素酶活對減量率的影響
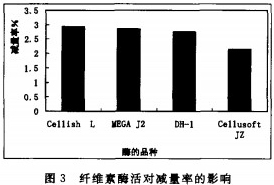
將CellishL、DH-1、Cellus0ft酶活稀釋至與MEGAJ2酶活大致相等。然后用2酶量處理棉織物,其減量率如圖3。在相同的機械作用下,前三種復配酶的減量效果基本相同,說明CMC酶活決定了織物的減量率,纖維素內切酶起著主要作用。未添加化學助劑的原酶,其減量率要低于復配酶,添加化學的試劑主要包含了穩定劑、表面活性劑和抗菌劑。在進行整理時,這些化學試劑(如NaCL)能明顯提高酶的活性;同時竺坌竺使酶較容易地解吸并移動到其他結合部位,提高織物的減量效果。所以在復配酶處理織物中,是纖維素酶和化學試劑綜合作用的結果。
2.5不同纖維素纖維織物的減量特征。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


