強力損失率%=(處理前試樣斷裂強力-處理后試樣端麗強力)/處理前試樣斷裂強力×100%
2.3.3毛細管效應
將干燥平衡后(65%±2%RH,20±2℃)的試樣在YG871型毛細管效應測定儀上測試,記錄水在30min內沿織物上升的高度,以cm為單位,若液面參差不齊,取最低點。
2.3.4懸垂系數
采用Fz,T01045—1996標準在M506一Ⅱ織物動態懸垂性風格測試儀上測定。
3試驗結果及分析
3.1酶的用量對拋光效果的影響
用0.5%、1.0%、2.0%、3.0%、4.0%(0_w_f)纖維素酶整理液,在浴比1:10,pH值5.0(醋酸一醋酸鈉緩沖溶液),溫度50℃下對織物處理30min,處理結果見表1。
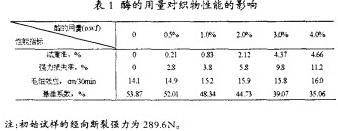
從表1可以看出,不同用量的酶處理后,織物減量率、斷裂強力、毛細效應和懸垂系數的表現不同,隨著酶的用量越大,減量率、強力損失率逐漸增加,而懸垂系數逐漸減小。在織物的毛細效應方面,也有一定的改善,原因在于纖維素酶在水解纖維的同時,使部分少量疏水性雜質脫離織物,從而提高了織物的毛細效應。當酶的用量達到2.0%以上,織物毛細效應的變化規律不再明顯。
從織物表面來看,酶的用量達到3.0%時,絨毛大部分被去除,織物獲得較好的手感,此時的拋光效果較好。原因在于絨毛的比表面積較大,酶的水解作用明顯,另外織物上的纖維也受到酶的水解作用而變細,導致彎曲剛度變小,從而織物的結構也變得稀疏,織物的柔軟性得到明顯改善,但同時也造成了織物強力下降。當酶的用量達到4.0%時,織物的斷裂強力損失率達11.2%,對于采用生物拋光技術來說,織物的強力不宜超過10%,否則將大大降低織物的服用性能。
因而對于棉織物拋光來說,纖維素酶用量不宜超過3.0%。
3.2pH值對拋光效果的影響
用3.0%(0-w.f)纖維素酶整理液,浴比l:10,溫度50℃,在不同pH值下對織物處理30min,測試織物性能指標見表2。
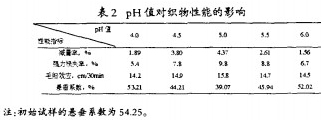
從表2可以看出,當pH=5.0時,減量率、強力損失率最高。pH=4.5、5.5或6.0時,織物表面長絨毛明顯,由減量率、強力損失率等性能指標可以看出,酶的活性沒有得到最大程度地發揮,對棉織物的拋光作用不強。pH=4時減量率最低,懸垂系數53.21接近于初始試樣的54.25,織物表面絨毛較多且較長,原因是在此pH值下,酶受到損傷,活性大為降低。
由此可知,pH=5時拋光效果較好,織物表面的絨毛去除最干凈,處理后織物光潔,織物的光滑度和懸垂性提高。相比之下,其它pH值下的拋光處理的效果較差。故酶處理液的pH值宜選用5。
3.3溫度對拋光效果的影響
用3.0%(0-W.f)纖維素酶整理液,浴比l:10,pH:5,在不同溫度下對織物處理30min,處理結果見表3。
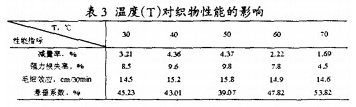
由表3可知,溫度在40℃、50℃時,減量率較高,斷裂強力較低。隨著溫度的提高,減量率、強力損失率越小,懸垂系數越高,從織物表面絨毛看30℃、60℃、70℃時織物表面還有較長的絨毛,而40℃、50℃時表面只有很短、少量的絨毛且較均勻。60℃、70℃時織物表面絨毛變化不明顯,其原因是溫度超過50℃后酶逐漸開始失活。
<<上一頁[1][2][3]下一頁>> 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


