一、開環式并條機的自調勻整
1、自調勻整器形式有開環式,閉環式及混合式等,開環式自調勻整系統多在并條機上應用,具有檢測點喂入棉條的速度比輸出檢測點的線速度低很多的優點以及喂入部分棉層比較厚的特點,比閉環式對條干的檢測準確,尤其新式自調勻整器原理勻整電路完全實現數字化,勻整頻率不是以時間作為掃描基礎,而是以喂入棉條經過檢測羅拉的長度為基礎,先進的烏斯特勻整掃描長度為每次1.5毫米,有的還縮短到1毫米,掃描檢測一次所需時間達到毫秒級,速度快,精度高,勻整頻率高,一般可將±25%范圍內的喂入棉條勻整到±1%以內,因此,并條機勻整器的形式,目前已大都確定為開環式,即檢測點與調整系統同在喂入側。
傳感器與AC同服電機工作原理如圖4
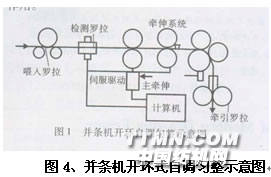
2、RSB-D35型并條機自調勻整系統是由一對溝槽及舌簧羅拉對全部喂入棉條進行檢測,檢測到的棉條均度訊號經舌簧的變形及時轉換成勻整電量訊號,經計算機處理后,在原棉條即將進入主牽伸區時,由中央計算機指令高靈敏的伺服電機變頻,修正喂入主牽伸區的棉條,達到對輸入棉條勻整的目的,傳感器對棉條的檢測頻率很高,而且不與速度變化相關,對輸入棉條每1.5毫米檢測一次,自調勻整通過一個具有極高動態性能的伺服電機,將勻整后的棉條立即輸向喂入系統,這種開環式勻整系統反應時間可縮短到毫秒級,所勻整的棉條片段長度被縮短到幾公分。即使并條機引出速度達到1000米/分,自調勻整整功能也足以相適應,而且對于生條,半生熟條及精梳條,人工接頭所造成的不勻,也起到很好的勻整作
3、自調勻整器的正確應用
由于自調勻整器設計原理具有不同的探測棉條的頻率,因此,不同的自調勻整系統,適應于不同的喂入棉條線速度。
像烏斯特自調整系統可配備在速度較高的并條機器上,最高適應速度可達到1000米/分,國產BYD型自調勻整系統于引出速度為600-800米/分。車速在650
二、為了控制與改善細紗的重量不勻率的水平,減少與控制細紗的重量偏差,在末并條的引出處加裝了熟條粗節監控系統,粗節是發生在棉條或細紗的在線的偶發性疵點,其外觀是沿棉條長度方向上橫截面粗大的偏差。一般紡紗廠大都利用試驗室離線烏斯特條干儀對棉條進行檢驗,當通過檢驗發現紡紗過程中這種偶發性粗節疵點及產生的原因時,粗節點已流入到紗線階段,除了切除以外,已無其它方法挽救,以致會造成一定程度的質量問題及浪費。
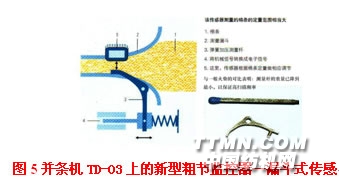
現代化高科技的并條機已配置了獨立于自調勻整系統以外的單獨檢測與糾正粗節疵點在線自動監控體系,可直接在線檢測一定長度內的棉條重量的偏差,這種在線監控技術是設在并條輸出部分,可連續不停的在生產全過程中對棉條粗節疵點的質量監控。在TD-03并條機上還配有新型的棉條粗節疵點質量監控系統(圖5),它的傳感器很輕只有一根火柴棒那樣重,可以及早發現并處理或報警棉條粗節疵點,減少對下游產品的危害。
棉條粗節自動監控裝置是應用并條機的自調勻整系統的輸出測量
三、烏斯特公司最新開發的 USTER SLIVERGUARD 在線棉條質量監控系統,適用于梳棉、并條及精梳機的質量監控,是全自動棉條在線質量監控系統,可優化紡紗工藝、提高紗線質量及生產能力。可100%的對支數變異、條干變異進行連續監控及對粗節的監測控制。尤其適用于梳棉、并條及精梳機的粗節監控,是有效的控制棉條質量的新的技術系統。非但與現行的并條機的粗節監控系統的功能一樣,能在并條機上應用進行在線棉條粗節監控,而切已擴大到在梳棉機精梳機上的應用。對進一步改善棉條及成紗質量有很顯著的作用。
3、勻整效果的討論
⑴、電子計算機控制的自調勻整系統,通
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


