噴氣紡花色紗的研制
屈超峰宋風海吳予群
(河南省焦作市紡織廠)(河南嵩岳集團有限責任公司)
摘要:敘述了噴氣紡花色紗的成紗原理、成紗結構和形態,根據生產實踐對有色長絲和紡紗工藝等有關方面提出了相應要求。
關鍵詞:噴氣紡紗;花色紗;原理;結構;形態;工藝
在“九五”壓錠技改中,根據市場調研結果,焦作市棉紡織廠引進了五臺日本村田公司生產的MJS802H型噴氣紡紗機,正式投產后批量生產滌棉系列中高檔針織用紗,產品質量高而穩定,取得了良好的經濟效益。為了充分利用這一高新技術,根據噴氣紡紗機的紡紗特點和優勢,我們試紡了噴氣紡花色紗新品種,以期進一步調整本廠產品結構、增加花色、提高檔次和市場競爭能力,創造更高的經濟效益。
噴氣紡花色紗是一種特殊的色紗,主要用于裝飾和時裝的應用。它是在棉條牽伸過程中,在牽伸裝置的任一牽伸區前喂入染色的色紗、粗紗條子或有色長絲,經并合、牽伸、加捻和卷繞而成。棉條的喂人部分經過牽伸裝置后形成具有一定寬度的主體紗條,喂入的色絲經過牽伸裝置后被規律性地拉斷,依附在紗條上,在加捻器中被均勻地包纏在主體紗條外部,形成間斷的顯色效果,從而成為獨特的噴氣紡花色紗。它的配色可以根據喂入原料的粗細和顏色以及產品的用途和用戶的要求進行科學的組合。
1生產過程和成紗原理
1.1工藝流程
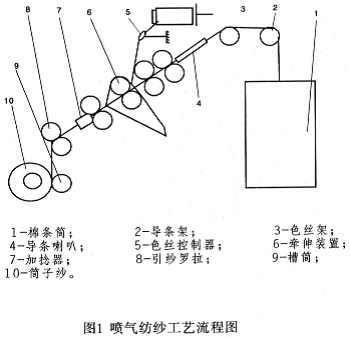
圖1為噴氣紡花色紗的工藝流程圖。棉條從棉條筒內引出,經過導條架和導條喇叭后進入牽伸裝置;色絲從色絲架上引出,經送絲控制器,由任一羅拉(前羅拉除外)處喂人牽伸裝置。在牽伸過程中,棉條被抽長拉細,形成一定寬度的紗條;色絲被規律性地拉斷,均勻地依附在紗條上,隨紗條一起進入加捻器中加捻成紗,由引紗羅拉引出,經清紗器后直接卷繞成筒子紗。
1.2成紗原理
棉條經牽伸裝置被拉伸到所需
2成紗結構和形態分析
2.1成紗結構
標準的噴氣紗是由包纏紗和芯紗組成的所謂雙重結構紗,內層是沒有捻度(或捻度不易測定)的芯紗,外層是包纏在芯紗外部的包纏纖維。包纏纖維將向心的應力施加于芯纖維條上,給紗條必要的聚合力以承受外部應力。噴氣紡花色紗的結構基本上近似于標準噴氣紡紗,所不同的是外層的包纏纖維中多了一部分色絲,似粗節一樣點綴其上,且有規律地均勻分布,但并不影響成紗條干和后道工序的使用。
花色紗的外包纖維可分為螺旋包纏、無規則包纏和平行無包纏三種,大都以螺旋包纏的形式包纏在紗芯纖維上。當紗線受張力伸長時,包纏纖維的內應力變大,紗芯的壓力增加,纖維之間的摩擦抱合力增大,形
2.2包纏纖維的方向性
噴氣紡的成紗原理決定其成紗特性。噴氣紡花色紗外層的包纏纖維依靠纖維頭端進行包纏,尾端仍在紗芯之內,所以成紗具有單向性。沿著成紗輸出方向刮動時,紗的表面光滑,紗干基本無變化;反向刮動時,紗的表面出現棉結,紗干惡化。由于成紗結構方向性的特征,噴氣紡紗在使用時必須定向使用。
2.3成紗形態
2.3.1花色紗種類
根據喂人有色原料的不同,噴氣紡花色紗基本上可分為三種類型:(1)喂入染色的短纖維紗所制成;(2)用有色的化纖長絲,如粘膠、腈綸等喂人制成;(3)用染色的粗紗條子喂入所制成。由于喂入的原料不同,其紡制的工藝流程亦不同,三種不同種類的花色紗各具特色,本廠研制的花色紗以B種類型為主。
2.3.2色絲喂入部位
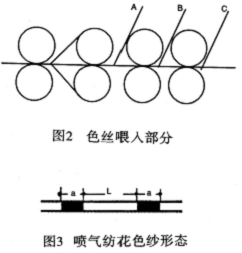
如圖2所示,將低強有色長絲自A部位(或B、C部位)喂人牽伸裝置,有色長絲被規律性地拉斷,經加捻器加捻后,包纏在主體紗條上,形成獨特的噴氣紡花色紗。需要注意的是,有色長絲必須在主棉條的兩旁部位喂人,如在中間部位喂入,則不能保證拉斷的有色長絲準確地包纏在主體紗條的外部,有色長絲的顯色效果會下降,紡出的花色紗顏色將會變渾。
2.3.3紗的形態
噴氣紡花色紗的形態是指包纏在芯紗外部的色絲在噴氣紗上的分布。如圖3所示,被拉斷的有色長絲象粗節(并非粗節)一樣包纏在主體紗條上,色絲的分布因羅拉隔距和有色長絲喂入部位而有所不同,具有以下特點。
(1)色絲的長短a由羅拉隔距決定,隔距越大,色絲越長;
(2)色絲的間距L由于喂人部位A、B、C的不同而有變化,越接近前羅拉,間距L越短;
(3)色絲的百分比含量由喂入的有色長絲的粗細來決定,喂入的色絲越粗,色絲的百分比含量越大;
(4)喂入的有色長絲可以采
3成紗質量分析
噴氣紡花色紗作為花式紗線的一種,成紗條干均勻,棉結雜質較少,單強和單強CV較好。和相同紗號標準噴氣紗相比,單強和單強CV接近,條干CV和細節、粗節、棉結也無太大差別(見表1)。

4紡紗原料和紡紗工藝
4.1紡紗原料的選擇
(1)有色長絲的拉斷強力要小,也就是說,有色長絲要容易被拉斷。否則,在牽伸的過程中,有色長絲不容易被拉斷,造成噴嘴堵塞和損壞膠輥,影響紡制及成紗質量。通過試驗,有色長絲的拉斷強力低于250cN時,對膠輥不易造成損傷,紡紗質量較優。
(2)有色長絲的顏色可根據最終產品的需求和當前紡織品流行色彩的需要而定。
4.2紡紗工藝
紡紗工藝原則上根據所紡的原料、號數以及產品的用途,基本按標準噴氣紡紗工藝設計。當紡花色紗時,還需注意有關工藝參數調整,以確保產品品種和產品質量。
4.2.1前紡工序
由于喂入熟條的質量直接影響成紗質量,滌綸和棉在清棉、梳棉工序要分開處理,為降低生條不勻率,便于準確地控制混紡比例,增加了滌預并工序。如果棉條中纖維伸直平行度差,將會使成紗不勻率增加,紗線強力下降,斷頭增多,紗線條干均勻度下降,所以要經過三道混并,以保證纖維充分伸直平行,使熟條烏斯特條干不勻率保持在3%以下。
4.2.2噴氣紡工序
噴氣紡工序作為成紗的最后一道工序,對成紗質量起著關鍵的作用。為提高成紗質量,更好地服務后道工序,在基本工藝確定以后,還要對影響成紗質量的各工藝參數進行優化選擇。比如根據色絲喂入部位不同,合理配置前、后區牽伸倍數,保證成紗條干;合理選擇第一噴嘴和第二噴嘴的壓力組合,提高成紗強力等等,直至用戶滿意,紡出最優產品。
5結語
5.1噴氣紡花色紗的成紗結構近似于標準噴氣紗,色絲作為外
5.2花色紗的形態可以通過調整紡紗工藝中的羅拉隔距、色絲喂入部位等工藝參數來進行改變。
5.3噴氣紡花色紗成紗強力和質量與環錠紗相比,強力較低,條干較好,總的來說能滿足后工序生產要求。
5.4噴氣紡花色式作為一種特殊的噴氣紗,它的配色效果是環錠紡所不及的,而在噴氣紡紗機上就能很容易實現。隨著噴氣紡的進一步發展,相信該產品會有更大的市場潛力。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


