王田開清棉機-FA201B型梳棉機的配套與應用
我廠在廣泛調研、認真考察和多方征求技術專家和工程人員意見的基礎上,選用了臺灣王田機械股份有限公司生產的開清棉聯合機和青島紡織機械廠生產的FA201B型梳棉機(配SLT-4型自調勻整器),配套構成一套目前國內獨有的清梳聯生產線。在海峽兩岸工程技術人員的共同努力下,該套清梳聯于1996年10月下旬正式投入運轉生產。本文介紹該套清梳聯各單機的性能特征及結構特點,并介紹了該條生產線產品實際質量情況。
1工藝流程
A3000S型往復式自動抓棉機→HB-600型重物分離箱→Tw-22型雙門雙向自動分道器→RS-2型火花探測器→MD-300型金屬探測器→TW-22型雙門單向分道器(附排除雜物收集箱)→AV-40型氣流式打手一→CVT-1型高效清棉機(附SCR-1000型微塵過濾機)→M6X型六格式混棉機→HB-600型重物分離器→CVT-3型超高效清棉機(附CDX-1000型微塵過濾機)→CDX-1000型微塵過濾機→FT201B型輸棉風機→FAl72A型×10喂棉箱→FA201B型×10梳棉機(SLT-4×10自調勻整器)
2單機性能特征及結構特點
2.1A3000S型往復式自動抓棉機
A3000S型往復式自動抓棉機具有抓取棉包數量多,抓取棉束小的特點,有利于保持配棉成分的穩定,為提高開清工序的開松、除雜及混合均勻效果打下了良好的基礎,該機型主要有以下性能特征:
該機型適紡于長度為125mm以下的棉及化纖等紡織纖維,可加工纖維的長度適應性大。
全機采用微電腦操控臺監控,并且具有故障自動偵測顯示等功能。
機臺標準總長25m,
采用配重處理,平穩可靠,并采用多處安全裝置,以確保人機安全。
全機均采用鍍鋅鋼板,輸送帶為固定式,整潔且不易損壞。
2.2AV一40型氣流式打手
采用豪豬打手自由打擊形式,棉流自上而下運動,打手線速度與棉流方向相反,可以有效地打擊棉流,使棉塊充分地分解。另外,打手旋轉過程中,使棉流形成旋流,在離心力作用下,棉束中的大雜被分離,細小雜質隨棉流輸送到下一單機。
2.3CVT-1型高效清棉機
2.3.1CVT-1型高效清棉機性能特征
該機型適用于棉和化纖的開松和除雜,能夠使纖維充分地開松并有效地去除纖維中的雜質;給棉羅拉采用鋁合金材質,送棉效率高;六葉打手采用鋁合金針板,開松效果好;打手上門設有安全開關,打手轉速自動監控。
2.3.2CVT-1型高效清棉機組主要組成結構特點
該機組由離心式微塵過濾機、集棉箱及CVT-1型高效清棉機三機組成。微塵過濾機主要清除細小塵屑;集棉箱用于連接微塵處理機和高效清棉機,內設電眼控制棉量高低。
CVT-1型機由給棉羅拉、集棉羅拉、梳針打手及除塵刀等組成,給棉羅拉采用鋁合金溝槽式,給棉順暢不易纏繞;集棉羅拉采用鋼制溝槽式,附有彈簧裝置,根據棉層厚薄自動調整,該羅拉能有效地握持纖維,有助于棉花的開松;梳針打手可有效地開松梳理,而且對纖維
2.4M6X型六格式混棉機
該機型設有六格具有儲棉和混棉功能,儲棉量大,以速度差方式輸出,混棉效果好;棉箱內原料儲存量及其密度,通過微壓開關進行控制;棉箱為立體設計,以定量風力下壓,棉花能夠順暢輸出;棉花輸出由變頻器控制,輸出量在100~800kg范圍內任意調整,且可以配合后段出棉控制。
該機主要由入棉口、送棉風機、集棉箱、主機座、輸送管、打手及喂棉羅拉組成。
入棉管為U型特殊入棉設計,鏡面不銹鋼板制成,由1→2→3→4→5→6六格依次喂棉,送棉順暢,落棉均勻且不易堵塞;送棉風機將棉花送入時,風由內部排風網溢出,集中排出,棉花則在隔離網內部自由下落,當棉空時風力較大,使微壓開關動作而叫棉,棉滿時風力減少,叫棉停止;上段集棉箱用于儲存棉花,內設有六格,上段為排風網,可大量儲棉;主機座有8扇工作門,前后各有兩扇門,開棉和混棉主要在主機座內完成;喂棉羅拉圓軸外圓設有六葉片,將棉箱內較蓬松的棉花夾緊收縮,便于打手處理,喂棉羅拉受變頻器控制,可隨時供棉;打手齒尖為梯形,既能有效地開棉又能輔助送棉;集中各箱的排風及灰塵由排風口排出,也可接到中央集塵;棉箱的棉量、密度及入棉是否順暢,可通過微壓開關作有效調整;下輸送管兩旁設有兩個安全開關,機前設有緊急停止按鈕,以確保設備安全。
2.5CVT-3型超高效清棉機
該機型將傳統的繁雜流程進行了簡化,能夠有效地開松纖維,清除纖維中的細小雜質,并盡可能地減少纖維的損傷,利用靜電作用將棉纖維拉直,且通過靜電除塵作用有效地清除纖維中細塵,開松效果好,除塵效率高;鋁合金羅拉是經特殊設計后制成的,具有給棉順暢、給棉效率高的特點;除塵刀系統也經特殊設計,不僅具有高效率的除塵效果,而且能有效控制下腳纖維,使下腳中可紡
該機組由微塵過濾機、集棉箱及CVT-3型清棉機三機組成。微塵過濾機及集棉箱的作用同上所述。
CVT-3型機由給棉羅拉、集棉羅拉、梳針打手、鋸齒打手、除塵刀、高壓電極板及除塵管等組成。給棉羅拉采用鋁合金溝槽式羅拉;集棉羅拉采用鋼制溝槽式羅拉,且附有彈簧裝置,可隨棉層厚薄自動調整,能有效地握持纖維;打手共有三支,第一支為針式打手,第二,三支為鋸齒打手,梳針打手對棉花進行初分梳,不易損傷棉纖維,且易于剝取而轉移到下一打手,鋸齒打手主要作用是開松纖維,配合速度差和齒數差,將棉花更有效地開松,使塵雜更易清除;棉花經除塵刀除雜后,電極板產生的靜電將棉纖維再度拉直,使短絨及塵雜下移,而輕易地被第二把刀剔除;集塵管用于收集除塵刀所剔除的下腳,集中讓集塵風機順利吸走;配有打手監控裝置,打手轉速自動監控。
2.6RS-2型火花偵測器
RS-2型火花偵測器的功能是測定燃燒光譜,并能有效的隔離。有以下特性:
針對燃燒光譜設計,對火花相當敏感,在1.5m內能感應φ2mm火花;
對附近的光源有記憶功能,避免了誤動作;采用分道隔離收集、停機排雜方式,當偵測到火花時,自動分道器瞬間動作,排除物收集箱風機啟動,將火花排入收集箱,并停機報警。
2.7MD-300型金屬探測器
MD-300型主要功能是剔除金、銀、鋁、鐵、銅等鐵磁性及非鐵磁性金屬,采用分道隔離收集方式排除所探測的金屬。具有以下特征:
當偵測到金屬時,自動分道器瞬間動作、排除物收集箱風機啟動,將金屬物排入收集箱;自動分道器自動歸位,恢復正常運轉;排除時間可根據風速和管距設定,風機速度在正常情況下一般為10~20m/s,管距一般為5~7m,時間可調整為3s。
另外,青島紡織機械廠生產的FT201B型輸棉風機,FAl72A型給棉箱、FA201B型梳棉機在《棉紡織技術》1996年第3期和第9期已有介
3清梳聯主要質量指標測試
3.1清梳聯生條重量不勻率及重量偏差
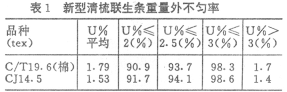
3.1.1生條5m重量外不勻率U%
生條5m重量外不勻率每班測試1次,每臺車取3段5m片段的試樣,10臺車共取30段的試樣,統計60個班平均5m重量外不勻率如表1。
3.1.2生條不同片段重量外不勻
10臺梳棉機每臺取3個試樣,共30個試樣,測定10m、25m、50m、100m不同片段的重量外不勻,結果如表2。
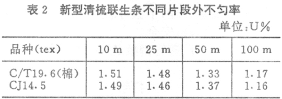
從表2看,生條不同片段的外不勻是比較好的。
3.1.310臺梳棉機5m重量班問差異
取每個班10臺車的5m平均重量,根據實測回潮率折合標準干重算出重量偏差,連續統計60個班,統計結果見表3。
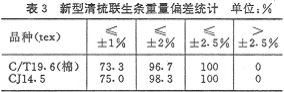
從表3的結果看,10臺班間重量偏差如以≤2.5%為標準,合格率均達到100%,說明該套清梳聯系統在定量控制方面是較穩定的,不會因生條重量波動而影響下道工序的定量控制。
3.2生條結雜、短絨及條干測試
對10臺梳棉機輸出的生條分別測試棉結和結雜總數、薩氏條干不勻率、條干CV%以及短絨率,測試結果如表4。

3.3開清工序及梳棉工序除雜效率
對兩個品種測試的除雜效率見表5。

4清梳聯與傳統清梳工藝主要質量對比
傳統清梳工藝流程:
A002C型抓棉機→A006B(附A045)型混棉機→A035(附A045)型混開棉機→A036B(附A045)型開棉機→A092A(附A045)型雙棉箱給棉機→A076C型成卷機→1181(或A186D)型梳棉機用相同原棉在傳統工藝流程和清梳聯進行試驗對比,主要指標測量結果如表6。
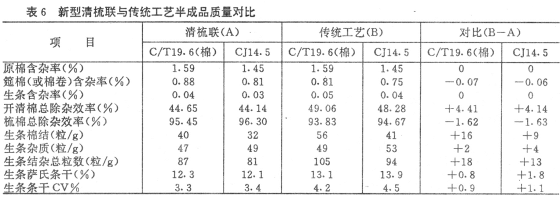
從表6的對比試驗數據看,清梳聯合機生條棉結明顯低于傳統清梳工藝,
5成紗質量情況
用傳統清梳工藝和清梳聯紡制成的棉條,在并條、粗紗及細紗工序采用相同的工藝條件,紡制C/T50/5019.6tex混紡紗,和CJl4.5tex純棉紗,成紗質量對比如表7。
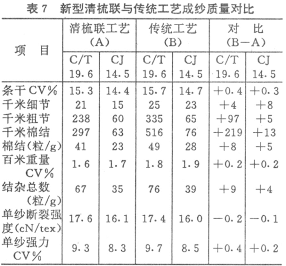
從表7可以看出,用清梳聯工藝紡制紗的各項指標明顯優于用傳統清梳工藝。
6結語
6.1王田開清棉系統中設計有特殊的開纖針板、除塵刀能有效地隔離雜質、粉塵及短絨,并且配有集塵裝置能達到高效清棉效果,有利于提高生條質量,改善生產環境,該清棉系統每一機臺配有緊急停止及羅拉反轉裝置,有利于排除故障,并在處理故障時能確保機臺處于靜止狀態。
在該開清棉系統中設有多處安全裝置,能夠確保人機安全。
該清棉系統運作指令通過微電腦操控臺控制,并且具備故障自動偵測顯示功能,能幫助迅速排除故障,確保開清工作順利進行。
6.2在使用過程中,FA201B型梳棉機個別機臺通道有掛花現象;FAl72A型喂棉箱搖板閥有掛花現象。
6.3從測試的各項質量數據看,該套清梳聯能滿足優質高產的要求,但在今后的生產實踐中仍需在個別設備、工藝等方面不斷探索研究,以最大限度地發揮清梳聯合機高產、優質等功能。
山東省濰坊第四棉紡織廠
湯龍世王遠恒
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


