赫格特開清棉機-FA203型梳棉機的配套與使用
我廠屬中小型紡織企業,在前幾年的技術改造中,首先對織部設備進行改進,更新配套72臺噴氣織機,提高了產品質量,增強了競爭力,產生了一定影響。同時我們也看到由于紡部設備型號舊,設備本身質量差,使成紗質量受到很大的影響,噴氣織機的效率難以提高,高檔次產品也難以開發,因此我們廠組織有關人員,認真研究和討論,最終決定紡部技術改造首先從采用清梳聯合機開始。
1清梳聯設備的選型與配套
項目確定后,首先是一個選型問題。經調研分析,歸納起來目前國內有如下幾種模式的清梳聯生產線。
(1)從開清棉到梳棉(有的包括濾塵設備)全套引進,主要有德國特呂茨施勒爾、瑞士立達和意大利馬佐利等公司的清梳聯設備。
(2)從開清棉到梳棉(包括濾塵)全套采用國產設備,當時主要有德州棉紡廠的青島紡機廠與金壇紡機廠配套的清梳聯合機。
(3)開清棉設備采用國產、梳棉流程引進的組合模式。
(4)梳棉設備采用國產、開清棉流程引進的組合模式。
我廠總結過去技術改造的經驗與教訓,全套引進雖然全流程自動化程度高,運行可靠,但設備價格太高,企業承受不了。另外,考慮產品上水平、上檔次的需要,選擇起點高、穩定性好的清梳聯設備是我們最終要求。最后,經過論證,決定采用國產梳棉設備和進口開清棉設備的清梳聯組合模式。即采用青島紡機廠生產的.FA203型梳棉機和德國赫格特公司的開清棉設備相配套的組合模式。
選擇赫格特開清棉機-FA203型梳棉機配套的技術依據:
我們認為國產清梳聯設備和引進清梳聯設備重要差異一是在于系統運轉穩定可靠性差異;二是對生條長片段重量不勻及重量偏差的控制以及混棉均勻的差異。
清梳聯系統運轉穩定性的好壞重點表現在開清棉設備上,開清棉設備一旦出現故障,就造成了全套梳棉機配臺的停臺,所以選擇設備先進、性能優越、自動化程度高、穩定可靠的開清棉設備是重點。而國產開
青島紡機廠的FA203型高產梳棉機除了在制造精度及自動化程度上和進口高產梳棉機有差距外,在工藝配置、分梳元件以及產、質量方面接近90年代國際先進高產梳棉機的水平。
青島紡機廠還和德國赫格特公司成立了聯合銷售中心,技術、售后服務由青島紡機廠一家負責,因此我們感到放心。
選擇赫格特開清棉機-FA203型梳棉機配套的經濟依據:
清梳聯全流程引進,產品質量穩定可靠,但投資大,而且固定費用高,機物料費用高,產品價格高,最后導致產品成本高,經濟效益低。
從引進一套清梳聯的價格上分析,開清棉只占不足1/3的價格,梳棉占2/3多,所以用國產FA203型高產梳棉機代替進口,配套一套清梳聯生產線的費用會大幅度下降。我廠這一套清梳聯設備價格相當于一套同等規模進口清梳聯設備價格的1/2左右。
2赫格特開清棉機-FA203型梳棉機配套的T藝流程及特點
2.1工藝流程
0PTⅢ型自動抓棉機→WR型雙軸流開棉機→LCB型交叉混棉機→MAC型主除雜機→FS/5型儲棉箱(附輸棉風機)→FA172B型喂棉箱×6→FA203型梳棉機(附FT023型自調勻整器)×6
2.2工藝流程的特點
(1)本流程貫徹了“多包取用、精細抓棉、均勻混合、漸進開松、早落少碎、以梳代打”的原則。
(2)清梳分工合理。本流程中開清棉部分,只有兩臺除雜的主機,但可以除去原棉巾60%以上的雜質。尤其是MAC型主除雜機,采
(3)系統生產穩定、可靠性好。本流程設有重物揀出、火星排除、金屬探測及處理等安全措施。赫格特開清棉設備制造精度高、性能優越、前后自動化聯鎖穩定可靠,并設置了低壓報警、棉層厚卷自停、光電自停等報警信號。梳棉部分FA203型梳棉機、FA172B型喂棉箱都是國產定型產品,性能可靠,穩定性好。FT023型自調勻整器,也先期在山東省高唐棉紡織廠經歷了連續三個月以上的過棉無故障試驗。
(4)系統采用連續喂棉技術。在輸棉風機入口處,安裝一壓力傳感器,能使第一臺喂棉箱配棉頭處的壓力穩定在800±20Pa,保證各上棉箱存棉密度均勻,而且開清棉喂棉量與梳棉機開臺數有關,能使喂棉速度隨梳棉機開臺數變化而變化,保持上棉箱壓力的穩定,對提高清梳聯系統的穩定性和喂棉箱棉層均勻喂給起了較大作用。
2.3各主要單元機技術性能特點
2.3.1OPTⅢ型自動抓棉機
系直線往復式抓棉機,全機采用計算機控制并配有屏幕顯示,具有產量自動匹配、自動轉換工作位置、棉包密度探測、抓包臂自動隨棉包仿形運動等功能。最大產量達2000kg/臺.h,有效工作長度達50m,我廠采用1700mm的工作寬度,最大產量1000kg/臺·h。由于受場地限制,有效工作長度為16m,可排50個棉包,抓包臂每次下降高度設定為2~3mm,抓取棉束比較小。
2.3.2WR型雙軸流開棉機
該機通過機后的吸風風機抽引,經過兩個帶有塵棒的角釘打手對棉流進行自由打擊,使棉流反復翻轉形成旋流,通過離心力使開松中的棉束與雜質分離,大雜質被分離出去,細小雜質隨棉流輸送至交叉混棉機。
2.3.3LCB型交叉混棉機該機是赫格特開清棉另一具有特色的機型,它采用“橫鋪豎取”的工作原
2.3.4MAc型主除雜機
主除雜機設備設有上下兩個棉箱,上棉箱的落棉通過喂棉羅拉和角釘羅拉的共同作用對棉層進行初開松,部分細小棉塵通過上、下兩個棉箱中絲網被吸走,下棉箱的棉層經下三羅拉之一的給棉羅拉握持形成2mm的棉層,經加速羅拉轉移至主刺輥上,加速羅拉區內設有除塵刀的棉網清潔器,把較大雜質通過離心力拋出并被吸走,纖維經主刺輥抓取再經過兩塊固定分梳板的預分梳和三把除塵刀的剝取基本上被分梳成蓬松狀的單纖維狀態。另外,MAC型機有兩項專利技術,一是采用霍林斯沃恩公司專利技術的主刺輥鋸條,二是弧形分梳板。主刺輥鋸條經初步檢測是等厚度、等節距的,只是包覆后針尖排列不規則。
2.3.5FS/5型儲棉箱
該機是在MAC型機之后、輸棉風機之前的較大容量的儲棉箱。儲棉箱內設有兩個光電自停裝置,可保持蓄棉量穩定,機下有一對輸出羅拉和一個梳針打手,靠前面輸棉風機的抽引而輸出棉流,在打手輸出處有一壓力傳感器,可根據壓力大小、連續無級向FA172B型喂棉箱輸送棉流。
2.3.6FA172B型喂棉箱
是FA203型機的配套產品。該機消化吸收德國FBK新型棉箱的特點,采用上下棉箱電子壓力信號控制,根據下箱壓力以快、慢兩種狀態運轉,可實現連續均勻喂棉。上棉箱采用光亮不銹鋼板制造,上棉箱配棉頭回風直接進濾塵室。下棉箱透氣柵采用噴塑處理,不掛纖維,從透氣柵噴出的風直接回到機上小風機處循環使用,不污染環境。
2.3.7FA203型梳棉機
該機采用微機控制和數顯裝置;增加前后固定蓋板和刺輥分梳板;蓋板采
3試驗結果及分析
1995年7月24日,我廠配合德國赫格特公司和青島紡機廠有關技術人員對清梳聯系統進行全面聯動過棉。經過一個月的調試,生條半制品各項質量指標均能達到紡紗要求,于1995年9月1日起進入正常工藝試驗階段。
3.1紡紗品種
C18tex;T/C13tex。
3.2紡紗工藝流程
C18tex:赫格特開清棉機→FA203型梳棉機系統→A272F型并條機(兩道)→A453B型粗紗機→A513C型細紗機
T/C13tex:赫格特開清棉機-FA203型梳棉機系統→A272F型并條機(兩道)→A454型粗紗機→A513W型細紗機生條標定濕重:23.1g/5m;梳棉機產量:50kg/臺·h;出條速度:180m/min。
3.3測試結果
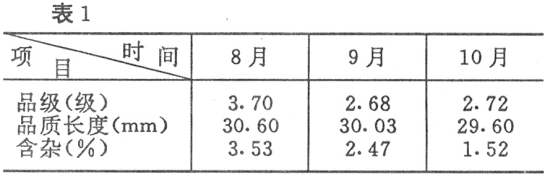
3.3.1原棉成分
我廠原棉質量受市場供求影響很大,品級、嘜頭經常多變,如表1所示。
3.3.2生條重量不勻率及重量偏差
3.3.2.1生條5m重量外不勻率U%
生條5m重量外不勻率U%目前每班試驗一次,每臺取5段5m片段的試樣,6臺車共取30段,計算出重量不勻率U%如表2所示。
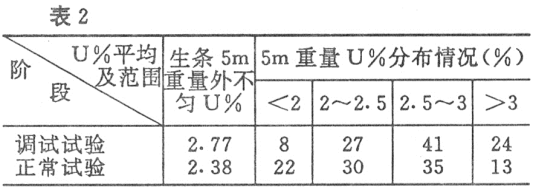
從表2看,清梳聯系統5m重量控制較為正常,生條重量不勻率U%可控制在3以下,特別是系統各種工藝參數及產量穩定以后,生條5m重量外不勻率達2.38,小于3者占87%。3.3.2.2生條單臺5m重量班間不勻率
生條單臺5m重量班間不勻率是統計每臺車
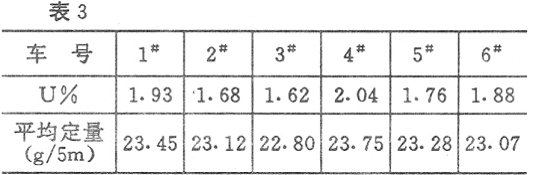
從以上數據看,梳棉機單臺班間5m不勻率U%大都能控制在2以下,反映了FT023型自調勻整器對生條重量超長片段有明顯的控制作用。
3.3.2.3生條25m、100m重量外不勻率U%(見表4)
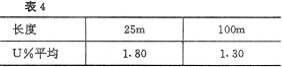
從表4可以看出,生條中、長片段的外不勻率良好。
3.3.2.4生條5m重量內不勻率U%(見表5)
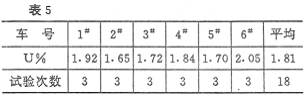
從表5可以看出,5m重量內不勻率U%為1.81,基本上在2以下。隨著對清梳聯系統喂棉進一步調整以及對喂棉箱、自調勻整器的各種工藝參數進一步完善、優化,內不勻將會進一步改善。
3.3.3生條條干
由于我廠無烏斯特條干均勻度儀,所以重點考核生條薩氏條干不勻率(見表6)。

從表6可以看出,采用清梳聯工藝后,生條薩氏條干不勻率(%)明顯優于傳統棉卷工藝所紡的生條。
3.3.4生條棉結雜質數
(1)采用棉卷喂入紡C18rex在相同配棉成分條件下,FA203型及A186D型梳棉機對比試驗結果見表7。
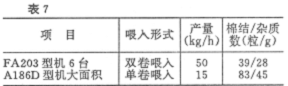
從表7可以看出,FA203型機紡出生條結雜數明顯優于A186D型機。
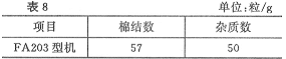
(2)采用清梳聯工藝后,日常試驗棉結及雜質數見表8。
將同一批生條分別用目光和儀器檢測,結果與對比分析見表9、表10。
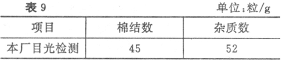
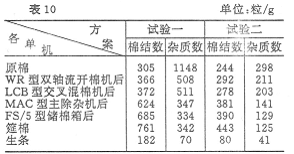
目光檢測有一定誤差。為了解決這個問題,青島紡機廠從上海烏斯特公司維修站借了一臺AFis型單纖維檢測儀,對清梳聯各單機進行了全面測試(見表10)。
從表10可以看出:①清花工序大量增加棉結,FA203型梳棉機除棉結效率可以達到80%左右;②雜質數隨著各工序的除雜是逐漸減少的;③不同原棉成分所產生的生條棉結數相差很大。
3.3.5短絨分析
采用手工試驗法,小于16mm的短絨率見表11。
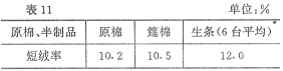
從表11可以看出,短絨率為12%,短絨增長
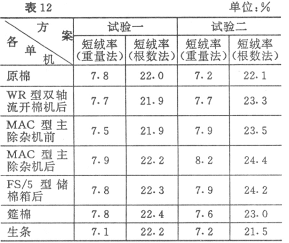
從表12看出,開清工序從原棉到筵棉短絨率基本上持平,沒有增加也沒有減少。梳棉工序不但沒有增加短絨,生條短絨率反而比筵棉短絨率低。MAC型主除雜機短絨增長率僅為O.3~0.9之間,增長幅度不大,主要原因是主刺輥速度低,僅為1230r/min。
3.3.6落棉試驗
赫格特開清棉設備主要除雜點是WR型雙軸流開棉機和MAC型主除雜機兩臺單元機。因此我們重點對這兩臺單元機進行落棉測定和含雜分析(見表13)。
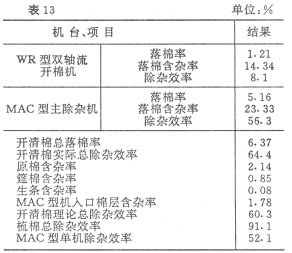
從表13看出,在原棉含雜2.14%時,開清棉實際和理論總除雜效率為64.4%和60.3%,均在60%以上。特別是M.AC型主除雜機單機除雜效率達到50%以上,除雜效果是明顯的,但開清棉落棉偏多。
梳棉機各單機臺落棉率及除雜效率測定見表14。
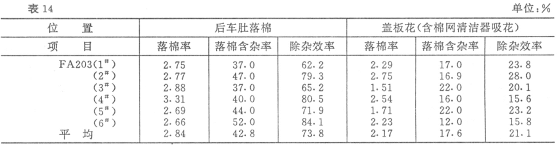
在筵棉含雜為1.64%時,測得梳棉實際總除雜效率94.9%。
3.3.7成紗質量(見表15)

4幾點體會
4.1我廠自FA203型梳棉機試紡并代替A186D型梳棉機投入生產后,噴氣織機的斷頭率降低,生產的純棉18tex紗一直供不應求。過去A186[)型梳棉機產量只有15kg/臺·h,而現在FA203型梳棉機產量達到50kg/臺·h。現在一套清梳聯設備設清梳擋車工各1人,每班用工2人,每天6人。過去使用同等規模A系列開清棉設備及A186D型梳棉機設清花車頭工1人,清花小車工1人,推卷工1人,梳棉擋車工2人,除上包工以外,每班用工5人,每天15人。節省用工50%以上。
4.2赫格特開清棉設備雖然除雜效率高,但經MAC型主除雜機后,棉流中的細小雜質數增多。如果在清梳連接輸棉風機處增加一臺強力除塵裝置,將會進一步改善筵棉含雜,減輕梳棉機負擔。
4.3建議進一
4.4希望進一步改進FA172B型喂棉箱下棉箱傳動部分的設計,用無級變頻調速代替現在的快、慢速喂棉,以使生條重量內不勻進一步改善。
4.5我廠將盡快加速紡部設備改造步伐,爭取用國產新型的并條、粗紗、細紗等設備與清梳聯設備配套使用,全面提高成紗質量,增強產品競爭力。
河北省遵化市紡織廠張文祥
青島紡織機械廠談樹起
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


