漿紗張力與伸長的分區控制
新型漿紗機上各部分張力與伸長的分析和調節,前面已分別做了論述。本節再從整體上研討,確定合理的分區控制水平。
一、新型漿紗機張力(與伸長)分區
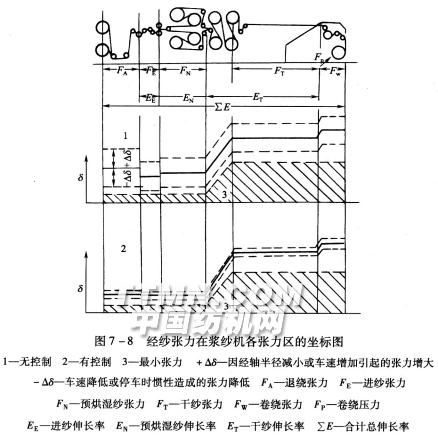
從整體來看,新型漿紗機可分為6個張力區,或者說張力分為6段,各張力區的坐標如圖7—8所示。
1.退繞張力區
從經軸經導輥、氣動張力調節器到加壓輥與引紗輥的夾持點,張力表示為FA。主要由氣動張力調節器控制的經軸制動裝置決定。退繞張力通常小于整經張力,伸長為負值。
2.進紗張力區
從加壓輥與引紗輥的夾持點經彈簧張力調節輥、導紗輥、浸沒輥(浸壓輥)到壓漿輥與上漿輥的擠壓鉗口,張力表示為FE。一般由上漿輥與引紗輥的線速比調節,但同時受紗線繞過上述各輥的阻力以及紗線張力、紗線排列均勻需要的張力水平所限制,并非都能達到負伸長,但應力求達到盡可能小的伸長率。
有的漿紗機在第一上漿輥和第二上漿輥之間,還設有調節速比的傳動件,用以改變張力,成為一個單獨的張力區,稱為緩和張力區。但新型漿紗機上,兩上漿輥用齒形同步皮帶傳動或鏈傳動,要求速度完全一致,不再有此緩和張力區。兩上漿輥之間的浸沒輥如果不加側壓,不被上漿輥傳動而讓繞過的紗片帶動,則也需要遞增張力,并使整個進紗區的伸長率增大。
3.預烘張力區
紗線從漿槽出來經過濕分絞裝置或導紗小烘筒、預烘烘筒、導紗輥,直到繞上第一個后烘烘筒,張力表示為FN。主要是由濕分絞或分層的阻力,預烘烘筒軸承的阻力及傳動鏈條的張力以及濕紗烘燥時的熱收縮決定。由于濕紗容易伸長,通常是漿紗機上伸長率最大的主要區段。
4.補償張力區
從預烘烘筒出來的紗片經過一組后烘烘筒直到烘干出離烘房為止,多數新型漿紗機都用有齒鏈輪對烘筒積極傳動,紗線張力主要由其熱縮性和鏈條張力決定,是增至干分絞張力的補償階段。
5、干張力區
紗片從烘干出離烘房經過張力輥、測濕輥、上蠟輥、干分
6.卷繞張力區
從加壓測長輥與拖引輥的夾持點起,紗片經張力調節輥、導紗輥、壓紗輥,直至卷到織軸上。張力和壓力分別用FW和FP表示。主要根據漿軸卷繞密度的需要,由氣壓作用決定。卷繞區段也屬于干伸長,卷繞張力大于上述各區的張力,壓紗輥壓力在數值上應比卷繞張力更大。
為了簡便,紗線張力的分析都是從靜力學人手,適用于紗線在靜止或正常速度運轉時。漿紗機啟動時也規定了逐步加速的程序,張力波動不大。但是漿紗機突然停車時,經軸、烘筒等機件的慣性運動會造成張力降低,甚至使紗片松弛、卷縮、絞亂,無法恢復正常運轉。因此張力的設定還必須考慮動力學的因素,通常根據經驗來加大設定值。圖7—8中實線為設定張力,由于停車時慣性造成張力降低一△δ,使張力降低到虛線水平,這時剖面線所示的最小必需張力應在虛線以下,設定張力才符合要求。圖中1表示在無控制時,因考慮-△δ因素而使張力設定值過高。2表示盡管所需最小張力相同,但因實行控制(例如突然停車時,對經軸實行氣動制動控制,不讓紗線松弛)減小一△δ,而使設定張力大為降低。
關于漿紗的分區伸長率,這里引用國內對類似漿紗機的兩組實測數據,列于表7—4[41]和表7—5[42]作為參考,以供增加具體印象。
表7—4漿紗伸長率實測數據
品種 |
線速度 (m/min) |
伸長率(%) |
總伸長率 (%) |
|||||||
退繞區 |
進紗區 |
預烘 區 |
干 區 |
|||||||
上片 |
下片 |
上片 |
下片 |
上片 |
下片 |
上片 |
下片 |
|||
170cm14.5tex/14.5tex 523.5/401.5根/l0cm 全棉防羽絨布 |
25 |
-0.75 |
-0.75 |
0.4 |
0.4 |
1.7 |
1.7 |
-0.2 |
1.15 |
1.15 |
119cm29tex/29tex 393.5/220.5 根/10cm低比例滌/棉布 |
22 |
-0.75 |
-0.75 |
0.7 |
0.6 |
1.3 |
1.4 |
-0.3 |
0.95 |
0.95 |
表7—5漿紗伸長率實測數據
品種 |
線速度 (m/min) |
伸長率(%) |
總伸長率 (%) |
|||||
引紗輥~后上漿輥 |
后上漿輥~ 前上漿輥 |
前上漿輥~ 下預烘烘筒 |
上、下預烘烘筒~后烘烘筒 |
后烘烘筒~ 出烘房導輥 |
出烘房導輥~加壓測長輥 |
|||
119.5cm JT/C13tex/13tex 433/299/lOcm |
34 |
-0.376 |
O.046 |
1.36 |
-O.60 -O.73 |
1.034 |
O.046 |
<|
二、新型漿紗機分區張力(與伸長)控制水平
1.祖克漿紗機
其經紗分區張力采用紗線斷裂強力的百分比折算,如表7—6所示。
表7—6祖克漿紗機分區張力折算表(一)
項目 |
棉紗 |
棉/滌紗 |
粘膠短纖紗 |
||||
平均值 (%) |
范圍 (%) |
平均值 (%) |
范圍 (%) |
平均值 (%) |
范圍 (%) |
||
退繞張力 FA(%) |
氣流紡 |
6 |
4.5~7.5 |
4.5 |
3.5~5.5 |
6.5 |
4.5~8.5 |
環錠紡 |
6.5 |
4~8.5 |
5.25 |
4~6.25 |
6.5 |
4.5~8.5 |
|
進紗張力 FE(%) |
氣流紡 |
2 |
1.5~2.5 |
1.75 |
1.5~2 |
2 |
1~3 |
環錠紡 |
2 |
1.5~2.5 |
2 |
1.5~2.5 |
1.75 |
1~2.5 |
|
濕區張力 FN(%) |
氣流紡 |
3.5 |
1.5~6 |
3 |
2~4 |
3.5 |
2.5~4.5 |
環錠紡 |
3.25 |
2~4.5 |
3 |
2~4 |
3 |
2~4 |
|
干分絞張力 FT( %) |
氣流紡 |
12 |
8~16 |
10 |
7~13 |
13.5 |
10~17 |
環錠紡 |
12.5 |
8~17 |
12 |
8.5~15.5 |
13.5 |
9~18 |
|
卷繞張力 FW |
氣流紡 |
16 |
12~20 |
12 |
8.5~15.5 |
15 |
12~18 |
環錠紡 |
14 |
10~18(22) |
15 |
10~20(22) |
17 |
13~2l |
|
壓紗輥壓力(N/cm) |
|||||||
壓力 FP(N/cm) |
氣流紡 |
環錠紡 |
16 |
16.5 L |
12~20 |
12~21 |
16.5 |
16.5 |
11.5~22 |
11.5~22 |
16 |
16 |
12~20 |
12~20 |
|
可取棉紗斷裂強度平均值11.5cN/tex,滌/棉紗(50/50混紡比)斷裂強度平均值14cN/tex,粘膠短纖紗斷裂強度平均值13cN/tex。
對于幾種長絲,可按表7—7折算。
表7—7祖克漿紗機分區張力折算表(二)
項目 |
粘膠絲 |
醋酸絲 |
錦綸、滌綸、玻璃絲 |
|||
平均值 (cN/tex) |
范圍 (cN/tex) |
平均值 (cN/tex) |
范圍 (cN/tex) |
平均值 (cN/tex) |
范圍 (cN/tex) |
|
退繞張力FA% |
2.0 |
1.8~2.2 |
1.85 |
1.5~2.2 |
2.25 |
2~4 |
進紗張力FE% |
1.1 |
0.8~1.4 |
1.15 |
0.8~1.5 |
2.0 |
1.5~2.4 |
濕區張力FN% |
1.25 |
0.8~1.7 |
1.40 |
1.1~1.7 |
2.2 |
1.8—2.6 |
干分絞張力FT% |
2.0 |
1.5~2.5 |
1.85 |
1.5~2.2 |
2.2 |
1.8~2.6 |
卷繞張力Fw% |
2.25 |
2—2.5 |
2.35 |
1.7~2.5 |
2.6 |
2.4~3.5 |
各種纖維紗線伸長率控制范圍如表7—8。
表7—8各種纖維紗線伸長率控制范圍
纖維種類 |
伸長率控制范圍(%) |
纖維種類 |
伸長率控制范圍(%) |
棉Bw |
1~2.5 |
醋酸絲CA.CT |
2.5~5(8.5) |
棉/滌Bw/PES |
0.8~2.0 |
滌PES |
0.5~1.5(2.2) |
粘膠短纖zw |
2~3.5(4.5) |
錦綸PA |
0.5~2.5 |
粘膠長絲CV |
3~5(7.5) |
|
|
2.GA338型漿紗機
其經紗分區
表7—9GA338型漿紗機分區張力折算表
項目 |
紗片重量G(cN/m) |
占紗片斷裂負載百分數(%) |
退繞張力FA |
|
3—5 |
進紗張力FE |
|
2~4 |
濕區張力FN |
|
2—4 |
干分絞張力 FT |
29.4≤G≤98 |
8~11 |
98≤G≤147 |
6.5~8.5 |
|
147≤G≤294 |
6~8 |
|
卷繞張力 Fw |
29.4≤G≤98 |
10—14 |
98≤G≤147 |
9~12 |
|
147≤G≤294 |
8~10 |
|
壓紗輥壓力 FP |
O≤G≤98 |
20~25N |
98≤G≤147 |
15~20N |
|
147≤G≤294 |
10~15N |
表中紗片重量G的計算公式為:
G=O.98×紗線根數×紗線特數/1000(7—30)
3.GA308型漿紗機
根據實際生產經驗,從紗片張力與紗線根數和線密度的相關性,推導出漿紗分區張力與紗片每米重量的線性關系如表7—10,實
表7—10GA308型漿紗機各種纖維紗線分區張力折算表
項目 |
紗片重量 (cN/m) |
棉紗范圍 |
纖維素纖維紗線 范圍 |
退繞張力FA |
49~294 |
2.5~5.0 |
2.5~5.0 |
進紗張力FE |
49~294 |
l~2.5 |
1~2.5 |
濕區張力FN |
49~294 |
2~3 |
2~3 |
干分絞張力FT |
49~98 |
8~11 |
7.0~9.0 |
98~147 |
7.5~9.5 |
6.0~7.0 |
|
147~294 |
6~8 |
4.0~6.0 |
|
卷繞張力FW |
49~98 |
10~14 |
9.0~12 |
98~147 |
9~12 |
5.0~8 |
|
147~294 |
8~10 |
5.0~7.0 |
其壓紗輥壓力的計算方法如表7—1l。
表7—1lGA308型漿紗機壓紗輥壓力的計算
紗片重量Gk(cN/m) |
純棉經紗R |
纖維素纖維R |
備注 |
98以下 |
20~25 |
13~15 |
FP=Gk×R Gk-片紗重量 R-加壓系數 |
98~147 |
15~20 |
9~ 13 |
|
147~294 |
10~15 |
7~9 |
不同產品漿紗總伸長率控制范圍如表7—12所示。
表7—12不同產品漿紗總伸長率控制范圍
織物 |
標準(%) |
織物 |
標準(%) |
細特或高支棉織物 |
O.7~1.O |
股線棉織物 |
-O.1-O.1 |
中特或中支棉織物 |
0.9~1.0 |
滌/棉織物 |
1~2 |
粗特或粗支棉織物 |
1.1~1.5 |
純粘膠纖維織物 |
3~4 |
GA308型漿紗區各區伸長率控制范圍如表7—13所示。
表7—13GA308型漿紗機各區伸長率控制范圍
項目 |
進紗伸長(%) |
濕紗伸長(%) |
干紗伸長(%) |
純棉品種 |
-0.1~0.1 |
O.3~O.6 |
O.3~0.8 |
滌/棉品種 |
-0.1~O.1 |
O.1~O.5 |
0.3~O.6 |
4.貝林格·澤爾漿紗機
貝林格·澤爾漿紗機分區張力基本上都是按照紗片重量計算出來的,但其中干分絞區張力和壓紗輥壓力則要求間接從卷繞區張力折算,以便保持相應的比例關系。例如干分絞區張力控制為卷繞張力的0.5~0.7倍,以便拖引輥前后的張力差適當。壓紗輥壓力為卷繞張力的O.6—0.8倍,這是為了保持一定比例關系,以便紗線卷入和壓緊相配合,但它與一般漿紗機掌握的比例關系不同。
該機對進紗區和預烘濕區的伸長率也列出控制指標,可以實行伸長率的直接控
貝林格·澤爾漿紗機分區張力與伸長的分區控制值如表7一14所示。
表7—14貝林格·澤爾漿紗機分區張力與伸長率控制
區間 |
張力(cN/m) |
伸長率(%) |
|
純棉紗 |
滌/棉紗 |
||
A退繞區 |
0.98×紗片重×(3~8) |
|
|
B進紗區 |
0.98×紗片重×(1.2~2.5) |
0.4~0.8 |
0.2~0.6 |
C濕區 |
0.98×紗片重×(1.5~3) |
0.2~1.0 |
0.2~0.8 |
D干分絞區 |
卷繞張力×(0.5~0.7) |
|
|
E卷繞區 |
0.98×紗片重×(30~38) |
|
|
F壓紗輥壓力 |
卷繞張力×(0.6~0.8) |
|
|
全機 |
|
1.0 |
0.8 |
5.津田駒漿紗機
該機對退繞區和卷繞區采取張力控制,預烘區和干區采取伸長控制。
(1)退繞區張力的設定。
退繞區張力=紗片經紗根數×紗線特數×常數/58.31(7—31)
常數值見表7一15。
表7—15津田駒漿紗機退繞張力的計算常數
紗線種類 |
線密度(tex) |
常數范圍 |
常數值 |
純棉紗c |
中、細、特<29.2 |
<0.40 |
|
滌/棉紗P/C |
粗特≥29.2 |
0.30一0.40 |
0.35 |
滌/粘紗P/R |
|
0.35—0.45 |
0.40 |
純滌紗P |
|
0.40~0.50 |
0.40 |
粘膠紗R |
|
0.30~0.40 |
0.30 |
羊毛紗w |
|
0.40~0.50 |
0.50 |
表中常數均對環錠紡紗而言,若為氣流紡紗,應降低10%一20%;若為包芯紗,可提高20%。
(2)預烘區(上漿輥到烘筒之問)濕紗伸長率的設定。不管何種紗線,高速時伸長率設定值為0.3%~0.4%,低速時伸長率設定值較高速設定值增加0.2%,即0.5%~0.6%。理由是低速時紗線運行慢,在該區間受張力作用的時間長,因而伸長必然要增大。
(3)干區(烘筒與拖引輥之間)干紗伸長率的設定。高速時伸長率的設定值如表7—16所示。
表7—16津田駒漿紗機干區伸長率的設定值(高速時)
紗線種類 |
伸長率范圍(%) |
伸長率(%) |
純棉紗c |
0.7~I.2 |
0.9 |
滌/棉紗P/c |
0.5~1.0 |
0.7 |
滌/粘紗P/R 純滌紗P |
0.5~0.8 |
0.7 |
粘膠紗R |
0.5~0.9 |
0.6 |
羊毛紗w |
0.5~1.0 |
0.7 |
干區得出的
還應注意,對純棉高特(粗支)高密織物,干區張力太大時易出現上下兩層紗片張力差異,因此切忌張力太高。
低速時的伸長率設定值如表7—17所示。
表7一17津田駒漿紗機干區伸長率的設定值(低速時)
低速時伸長率范圍(%) |
低速時伸長率(%) |
高速時伸長率一0.2~一0.3 |
高速時伸長率一O.2 |
因低速時紗線在該區間運行時間長,熱收縮大,所以伸長率必定較高速時低。對于熱縮性大的紗線,伸長率降低值應取下限,即一0.3%。
(4)卷繞張力的設定。卷繞張力需要根據漿軸卷繞緊密及其硬度適當來設定,計算公式為:
卷繞張力(N)=總經根數×紗線特數×常數/58.31(7—32)
常數值見表7—18。
表7—18津田駒漿紗機卷繞張力的計算常數

 您所在的位置:
您所在的位置:














