織軸卷繞張力與壓紗輥壓力
織軸卷繞結構的緊密與均勻,對織物質量、外觀疵點以及運轉效率非常重要。關于卷繞張力的調節在前已有專門論述(參見第五章第六節),這里進一步從織軸卷繞張力與壓紗輥壓力的關系上加以分析,說明其相互作用對織軸結構的影響。
一、織軸卷繞張力與壓紗輥壓力關系分析
上漿紗線在漿紗機車頭由拖引輥經張力輥、導紗輥引出,在張力T0作用下自切點以半徑R1卷入織軸,經包繞角α至壓紗輥,受壓紗輥壓力p擠壓后,形成緊密的卷繞結構。如圖7—6所示,先以單壓紗輥作簡單示意。設紗片進出擠壓區的張力分別為T1和T2。T0是卷繞機構設定的主動力,是紗片通過張力輥與汽缸氣壓平衡所決定的。由T0張緊的紗片被轉動的織軸包繞,與皮帶輪傳動類似,有一定的伸長和彈性滑移,因而應用歐拉公式:

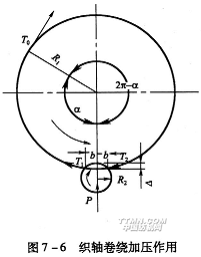
織軸受壓紗輥擠壓力p,形成寬度為2b的擠壓區。中心距移近△,實際也就是織軸半徑R1在擠壓區中的最大壓縮量。設織軸與壓紗輥緊壓滾過擠壓區的切向平均阻力為F。根據摩擦理論,滾動圓柱體在壓力p作用下,中心移動△的功和它以平均阻力F滾動2b擠壓區的功是相等的,即:
![]()
由于織軸擠壓變形的回復性能很好,p·△實際上是織軸壓縮的彈性能量。當壓縮量不大時,可以認為△與壓力p近似成線性關系。用E表示織軸的彈性模量,L表示壓紗輥的長度,則:

壓紗輥對織軸擠壓滾動的切向阻力F由表層紗片承受和傳遞,因而張力增加為:

織軸彈性模量E是衡量織軸軟硬的參數,可用邵氏A型硬度計很方便地測出硬度HSA,國外已普遍采用[39]。
經測算,織軸大、中、小半徑時壓紗力p與織軸硬度HSA及b、△的關系如表7—1所示。
表7一l織軸大、中、小半徑時壓紗力p與織軸硬度HSA及b、△的關系
<
R1 (cm) |
p(N) |
p/L |
HSA |
40 |
50 |
60 |
70 |
80 |
|
(N/cm) |
(kgf/cm) |
E(N/cm2) |
5.50 |
9.06 |
15.18 |
27.25 |
57.19 |
||
20 20 20 20 20 20 20 20 |
1000 2000
3000
4000 |
6.25
12.50
18.75
25.00 |
0.637
1.274
1.911
2.548 |
B △ B △ B △ B △ |
0.619 0.264 0.876 0.487 1.072 0.696 1.238 0.895 |
0.482 0.169 0.681 0.313 0.834 0.447 0.964 0.577 |
0.371 0.1050 525 0.196 0.643 0.282 0.742 0.364 |
0.280 0.063 0.396 0.118 0.485 0.170 0.566 0.220 |
0.194 0.033 0.275 0.061 0.337 0.088 0.389 0.115 |
30 30 30 30 30 30 30 30 |
1000
2000
3000
4000 |
6.25
12.50
18.75
25.00 |
0.637
1.274
1.91l
2.548 |
B △ B △ B △ B △ |
0.637 0.286 0.90l 0.530 1.104 0.761 1.275 0.98l |
0.496 0.18l 0.702 0.339 0.859 0.487 0.992 0.629 |
0.382 0.113 0.540 0.212 0.662 0.305 0.764 0.395 |
0.288 0.068 0.407 0.127 0.499 0.183 0.576 0.238 |
0.206 0.035 0.283 0.065 0.347 0.095 0.400 0.123 |
40 40 40 40 40 40 40 40 |
l000
2000
3000
4000 |
6.25
12.50
18.75
25.00 |
0.637
1.274
1.911
2.548 |
B △ B △ B △ B △ |
0.647 0.301 0.915 0.562 1.12l 0.808 1.295 1.044 |
0.504 0.194 0.712 0.358 0.872 0.516 1.007 0.667 |
0.388 0.119 0.549 0.223 0.672 0.322 0.776 0.417 |
0.293 0.071 0.414 0.133 0.507 0.193 0.585 0.251 |
0.203 0.036 0.287 0.069 0.352 0.099 0.406 0.129 |
利用測算資料,從式(7—28)進一步推導,可得出在卷繞張力T0和壓紗輥壓力p共同作用下,外層卷繞紗片對漿軸內層的壓強g(cN/cm2)計算公式如下(推導從略[40]):

式中:H——織軸幅寬,cm;
R2——壓紗輥半徑;
δ——雙壓紗輥中心距離,cm;
T0、p均用機上顯示數據。
據實例測試數據和曲線表明:
(1)卷繞張力T0增加或壓紗力p增加時,紗片對內層的壓強成
(2)壓紗力p比卷繞張力T0的作用曲線斜率較小,說明壓力比張力影響較緩和,所以工藝設定壓力通常要較張力大,效果才明顯。但應注意,即使張力很大,也要靠壓紗輥直接擠壓,來彌補橫向張力排列不勻,達到漿軸平整的要求。
二、織軸正反向卷繞差異的分析
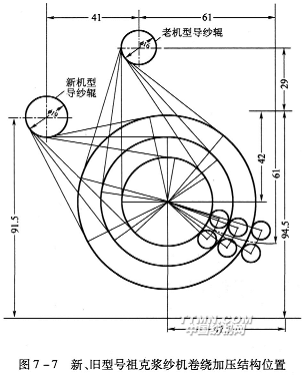
為避免地基挖坑,便于樓房安裝,在新型大卷裝漿紗機上的壓紗輥往往不是設置在織軸正下方,而是偏于后方,如圖7—7所示。織軸正卷(即紗片從織軸前面卷入)和織軸反卷(即紗片從織軸后面卷入)兩種卷向其壓紗輥作用點離卷入起點的包繞角α并不相等,大、中、小軸時其差異也不一致。因而按式(7—29)計算其壓強都會有差異。
寬幅無梭織機(280cm以上)使用雙織軸時,由于軸頭尺寸不對稱,在漿紗機上軸時為了避免紗片對中心和調整幅寬,總是正反向卷繞交替使用的。經寬幅無梭織機實測,正反向卷繞的雙織軸卷繞半徑差異一般在2~7mm,個別高達lOmm以上,這對雙幅布的織造張力,布面風格及雙織軸的了機回絲都有影響。
以祖克漿紗機為例,對圖7—7所示的新、舊機型比較,由于其導紗輥設置的位置改變,使卷繞包繞角α變動很大,如表7—2所示。
在舊機型上反卷織軸較緊密,同樣長度的紗卷繞直徑較小。在新機型上反卷織軸較松,直徑較大。
解決雙軸卷徑大小和松緊差異,可采用以下辦法:
(1)改變卷繞加壓機構結構點的尺寸,主要是調整導紗輥的位置,達到正反向卷繞的包繞角一致。
(2)正反向卷繞時,分別加減壓紗輥的壓力。由式(7—29)可知,正反向卷繞α角的改變可用壓力p的改變彌補,即令p1.33[1—1/ef(2π-α]保持恒定,此
表7—2新、舊型號祖克漿紗機織軸卷繞包繞角比較
織軸 |
S422型等舊型祖克漿紗機 |
新型S432祖克漿紗機 |
||||||
卷繞直徑 (cm) |
正卷包繞角 |
反卷包繞角 |
正卷包繞角 |
反卷包繞角 |
||||
(°) |
(rad) |
(°) |
(rad) |
(°) |
(rad) |
(°) |
(rad) |
|
40 |
138 |
0.77π |
53 |
0.29π |
92 |
0.51π |
99 |
0.55π |
60 |
150 |
0.83π |
63 |
0.35π |
98 |
0.54π |
112 |
0.62π |
80 |
163 |
0.9lπ |
68 |
0.38π |
118 |
0.65π |
122 |
0.68π |
表7—3正卷與反卷壓力比值
漿紗摩擦系數 |
0.3 |
0.4 |
0.5 |
0.6 |
0.7 |
正卷與反卷壓力比值 |
1.12 |
1.09 |
1.07 |
1.06 |
1.04 |
(3)采用較大的
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


