上漿和烘燥部分的張力與伸長
上漿和烘燥是對伸長起決定性作用的部分,張力與伸長關系比較復雜。紗線張力與伸長的調控和顯示,主要就是針對這一部分的。
一、上漿部分的張力與伸長
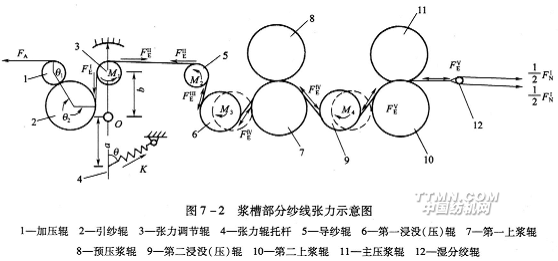
各種新型漿紗機除個別沒有引紗裝置以外,漿槽結構的力學性能都很相近,現以圖7—2為代表的上漿部分紗線張力示意圖進行分析。從經軸退繞的紗片張力FA,經過加壓輥1和引紗輥2,紗片被夾持與包繞,設包繞角為θ1和θ2,摩擦系數為fl和f2。在沒有滑移的條件下,設定的最小喂入張力應滿足下式:
![]()
以祖克漿紗機為例,據實測θ1為145°,θ2為235°。設f1為0.26,f2為0.60,若FA為500N,則按式(7—1)計算可得F![]() ≥22N。符合這個條件,經軸退繞的經紗在引紗輥上就不會滑移,上漿張力就可分段調節。
≥22N。符合這個條件,經軸退繞的經紗在引紗輥上就不會滑移,上漿張力就可分段調節。
1.上漿張力
在經過張力調節輥3時,上漿紗片的張力由F![]() 變為F
變為F![]() 。現對托桿支軸O取力矩,則:
。現對托桿支軸O取力矩,則:
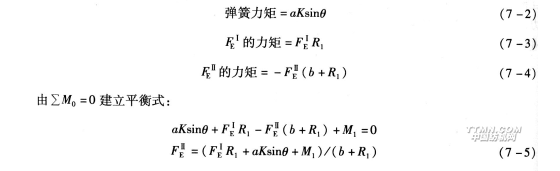
式中:α——下部彈簧連點到支軸O的距離;
K——彈簧拉力;
θ——彈簧與托桿夾角;
R1——張力調節輥的半徑;
b——輥芯到支軸0的距離;
M1——張力調節輥軸承阻力矩。
即,經過張力輥后的張力F![]() 較引紗輥送出的張力F
較引紗輥送出的張力F![]() 有所增加。增加的程度決定于張力輥軸承阻力矩M1和彈簧的彈力K,而彈力K又決定于彈簧的伸長δ,δ值引起托桿上部指針的擺動,從而在刻度盤上顯示張力的大小。
有所增加。增加的程度決定于張力輥軸承阻力矩M1和彈簧的彈力K,而彈力K又決定于彈簧的伸長δ,δ值引起托桿上部指針的擺動,從而在刻度盤上顯示張力的大小。
紗片經過導紗輥5后,其張力繼續增加,設導紗輥半徑為R2,軸承阻力矩為M2,則由力矩平衡關系:

紗片經過浸沒輥后,張力增加為F![]() ,按上述同樣方法推
,按上述同樣方法推
![]()
式中:M3——浸沒輥阻力矩;
R3——浸沒輥體半徑。
但如果浸沒輥移到圖中虛線位置,與上漿輥加壓接觸,則受上漿輥帶動,紗片張力不會增加,即:
![]()
紗片張力F![]() 一直維持到第一壓漿輥加壓以后,壓漿輥與上漿輥摩擦傳動,如果不計滑移,則不會改變包繞在上漿輥上的紗片張力。
一直維持到第一壓漿輥加壓以后,壓漿輥與上漿輥摩擦傳動,如果不計滑移,則不會改變包繞在上漿輥上的紗片張力。
至于第一對壓漿輥和上漿輥與第二對壓漿輥和上漿輥之間,由于兩者上漿輥直徑相同,又是同步皮帶或鏈條傳動,線速度一致,距離也很近,中間雖然有一根浸沒輥,但如果和上漿輥加壓接觸傳動,張力就不會增加(否則張力增加到F![]() )。盡管浸沒輥兩端采用密封軸承,但長期浸沒在高溫漿液中較易磨損,使阻力矩增加,對漿紗張力的影響不可忽視,因此在正常工作中應使用浸沒輥對上漿輥側向加壓,這種加壓方式也能增強對紗線的浸漿作用,并對保護紗片的均勻排列也有一定效果。
)。盡管浸沒輥兩端采用密封軸承,但長期浸沒在高溫漿液中較易磨損,使阻力矩增加,對漿紗張力的影響不可忽視,因此在正常工作中應使用浸沒輥對上漿輥側向加壓,這種加壓方式也能增強對紗線的浸漿作用,并對保護紗片的均勻排列也有一定效果。
關于紗片出離漿槽經過濕分絞裝置的受力情況,第五章第四節已作詳述,張力應由FE增加到F![]() ,但在正常情況下由于分絞開口角小,只要保持濕分絞棒表面清潔、光滑,潤濕而不粘漿,則張力也不會顯著增加。
,但在正常情況下由于分絞開口角小,只要保持濕分絞棒表面清潔、光滑,潤濕而不粘漿,則張力也不會顯著增加。
以上是就上漿紗片在正常等速運動的條件下所做的靜力學分析。如果因操作需要處理問題由常速降為慢速時,由紗片帶動的張力輥3、導紗輥5、浸沒輥6和9(在未加側壓時)都會由于慣性出現多余的超位移,使其前方的紗片變松,嚴重時甚至可能影響紗片均勻排列,出現扭結(各輥后方的紗片變緊,則成為內應力,不會表現出來)。到再次升速時慣性又使各輥前方的紗片重新變緊,后方的紗片出現松弛。為了避免出現這種松弛現象,新型漿紗機可通過計算機屏幕設定漿槽喂入區段紗片在慢速時有較大的牽伸比,使能產生較大的張力,預給彌補。
2.上漿喂入區的伸長
設引紗輥直徑為d引,轉速為n引,則線速度V引=πd引n引。上漿輥直徑為d上,轉速為n上,則線速度V上=π
![]()
新型漿紗機引紗輥和上漿輥各自由變頻電動機(伺服電動機)或電動機通過減速器傳動。在計算機屏幕上設定V上/V引(稱為傳動系數)經由PLC和變頻器(伺服驅動器)改變引紗輥的速度以調節兩輥之間的伸長率,電動機同軸的旋轉編碼器則構成閉環系統精密控制,并能計量引入漿槽上漿的經紗長度。
單純從調節伸長率來說,引紗輥與上漿輥傳動系數的調節范圍是很寬的。但紗線正常運行需要的張力則有一定限制。如前所述,從引紗輥到上漿輥之間要經過張力輥、導紗輥和浸沒輥,這一系列導輥都有一定阻力,都需要由繞過它們的紗片張力來帶動,張力是逐步遞增的。張力過小,固然不足以帶動導輥而擁堵,張力達不到一定水平也不能保證紗片均勻而移位,而且有些濕伸長大的紗線(如粘膠纖維紗)在漿槽中張力會更小。所以理論上講,只要使V引>V上或FE<FA就可以達到負伸長,但實際上未必能正常運轉。必須在良好的機械狀態和導紗部件靈活的條件下,根據紗線的種類、特數、頭份以及漿液情況,合理選擇張力,盡量控制伸長。
二、烘燥部分的張力與伸長
各種新型漿紗機烘燥部分的烘筒都是通過鏈輪、鏈條傳動,由于其傳動方式上的差別,其張力與伸長性能區別很大,現分類論述如下:
1.預烘為無齒鏈輪傳動,后烘為有齒鏈輪傳動
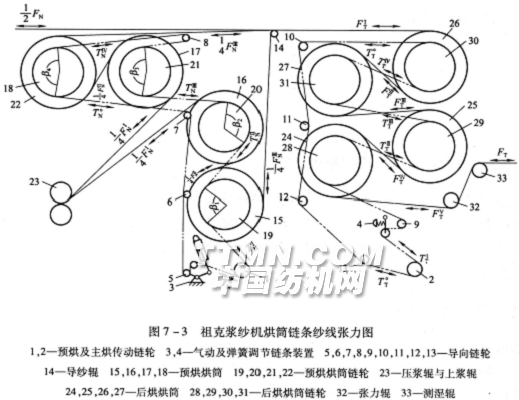
在新型漿紗機中,此種傳動居多,以祖克漿紗機為例加以分析。其烘筒鏈條、紗線張力作用如圖7—3所示。
烘筒由于自身的重力、傳動鏈條和紗線張力對烘筒軸承的壓力共同對烘筒軸承產生阻力矩MR(盡管以下分析各個烘筒的傳動鏈條和紗線張力并不相等,但由于烘筒重力的影響占絕大部分,為了簡便,使其阻力矩均以MR表示)。各導紗輥及導向鏈輪在正常情況下,阻力很小,對張力的影響在分析中也忽略不計。
預烘烘筒15、16、17、18均用無齒鏈輪19、20、21、22傳動,其動力由短邊軸經圓錐齒輪傳遞到輔助
![]()
鏈條接著拖動鏈輪20,其包圍角β2為0.69π,其兩側鏈條張力極限值應為:
![]()
對于無齒鏈輪21、22,其包圍角β3、β4均為O.89π,其兩側鏈條張力極限值分別是:
![]()
經過一系列傳動遞減,顯然:
![]()
與![]() 與T
與T![]() 的差值構成傳動小鏈輪1上的力矩,由小鏈輪軸上的動力矩所平衡。
的差值構成傳動小鏈輪1上的力矩,由小鏈輪軸上的動力矩所平衡。
為了避免鏈條尾端的張力T0過小,在導向鏈輪5處裝有杠桿作用的氣動調節鏈條裝置3,根據杠桿的比例、汽缸的直徑和力的作用方向可得出平衡關系式:
T![]() =Cp(7-10)
=Cp(7-10)
式中:p——汽缸中的氣壓;
C——常數。
代入以上各式,則有:

從而得出鏈條對各烘筒的最大拖動力為:

無齒鏈輪的相當節圓半徑r=26.8cm,則鏈條產生的最大拖動力矩為:

當上述拖動力矩小于烘筒軸承阻力矩MR時,差額部分即由繞過烘筒的紗片負擔。設烘筒阻力引起的張力增量為△FN,烘簡直徑為D。雙漿槽共分4層紗片,則增加的拖動力矩,每層為![]() ,以烘筒19為例,其平衡方程式應為:
,以烘筒19為例,其平衡方程式應為:
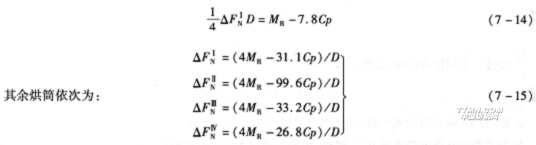
由以上推算可知,在無齒鏈輪與鏈條有滑移時,各烘筒上鏈條張力不相等,并且各烘筒上增加的紗片張力也不相等。其中以離傳動輪最遠的烘筒上鏈條22最松,紗片因帶動烘筒而增加的張力最大。限制張力增加的辦法,一是要減輕烘筒的阻力矩MR,二是要增大鏈條張力調節汽缸的氣壓P。
預烘烘筒設計成無齒鏈輪傳動,便于調整摩擦傳動的力矩,使無齒鏈輪剛好能克服烘筒阻力,帶動烘筒轉動,因而紗線運行不需增加額外的張力。當紗線后方出漿槽張力過大或前方并合烘燥張力過大,以及由于熱收縮使張力過大時,均可通過
另外,值得注意的是,鏈輪鏈條這種柔性傳動中松緊邊的倒換問題。當漿紗機由正常速度降為慢速或停機時,鏈輪傳動主動側的鏈條會由緊變松,加上鏈條與鏈齒的間隙松動,多個烘筒長鏈條積累下來的松弛會使紗線張力顯著減小,尤其是在壓漿輥到烘筒之間分層不清,紗片甚至粘貼在壓漿輥出口處,造成下次開車或升速時撕扯斷裂。為此需在多單元傳動系數的設定上分快慢速二擋,即I速的傳動系數較Ⅱ速的傳動系數高些,使慢速時有較大的牽伸比,避免張力下降。有時變頻驅動器電路的跟隨故障,切換不靈也會導致慢速時張力偏小。
后烘烘筒24、25、26、27均用有齒鏈輪28、29、30、31傳動,其動力由短邊軸經圓錐齒輪傳遞到輔助軸上的小鏈輪2。經兩個預烘區分別預烘的紗片合并后繞上后烘烘筒26,設其進入張力為FI T,出離張力為FII T,鏈輪30兩側張力為TO T和TIV T。如前所述烘筒阻力矩為MR,直徑為D,鏈輪半徑為r,力矩平衡關系式為:
![]()
紗片繼而繞過主烘烘筒27時,應為:
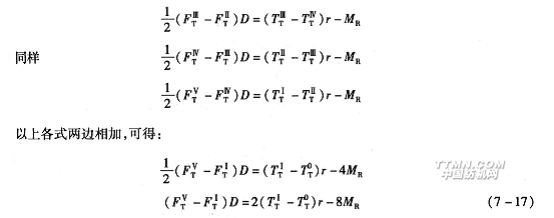
式(7—16)中左邊FII T一FI T表示進出后烘部分紗片的張力差。由于在烘燥時的熱收縮較大,而鏈輪又是有齒傳動不可能滑移,所以張力差值較大。另一方面車前分絞張力也要求較大,所以出烘房的張力FV T或FT不論相對值和絕對值都較高。但由于熱收縮的影響,其伸長率并不相應增高,還會出現相對的負值。
式(7—17)的右邊MR為常數項,為了與左邊紗片張力差FV T一FI T的增大相平衡,必須保持較大的鏈條張力差(FI T一T0 T)。為此安裝有彈簧式鏈條張力調節裝置4,以增大鏈條張
2.預烘烘筒由紗片帶動,后烘烘筒為有齒鏈輪傳動
以貝林格漿紗機為例,如圖7—4所示。
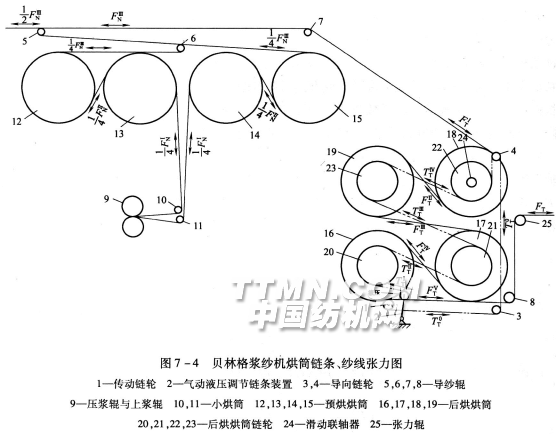
紗片從雙漿槽的壓漿輥與上漿輥的鉗口引出,經過導紗小烘筒10和ll,分別以![]() I N預烘張力繞過沒有傳動的預烘烘筒13和14,設烘筒軸承阻力矩為MR,張力增加為
I N預烘張力繞過沒有傳動的預烘烘筒13和14,設烘筒軸承阻力矩為MR,張力增加為![]() FII N,烘筒直徑為D,則有平衡方程式為:
FII N,烘筒直徑為D,則有平衡方程式為:

二式相加:
![]()
若導紗輥5、6、7阻力忽略不計,此即為預烘部分增加的張力。貝林格漿紗機的設計認為烘筒的阻力在紗線強力承受范圍之內,不需考慮。并且不用鏈條傳動,可以避免鏈條傳動帶來的張力不勻(如前述,無齒鏈輪在各個預烘烘筒摩擦力矩會有一些差異)。但如果各個烘筒軸承阻力矩有差異,特別是個別烘筒內冷凝水排放不暢使阻力矩增大時,也會造成張力不勻。另外,當車速變化時,烘筒慣性產生的動力負荷也由紗線承擔,這對張力也有影響。
該機調整預烘張力主要是靠小烘筒軸承處安裝的壓力傳感器,如同退繞張力測量輥軸端的壓力傳感器,均為PD2535型,其壓電信號輸入計算機,經PLC操縱伺服驅動器,改變后烘筒與上漿輥的速比,從而調整伸長、調整張力。
貝林格漿紗機的后烘烘筒是由有齒鏈輪積極傳動的,如圖7—4所示,電動機帶動傳動鏈輪1經鏈條和導向鏈輪3、4傳動后烘烘筒鏈輪20、21、22、23,使烘筒轉動。因而繞過烘筒18、19、20、21的紗片可建立力矩平衡方程式:
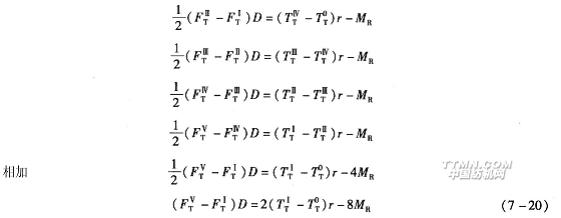
式(7—20)中,左邊表示進出后烘部分紗片的張力差。由于在烘燥時的熱收縮較大,而鏈輪又是有齒傳動不可能滑移,所以張力差值FV T一FI T較大,另一方面車前分絞張力也要求較大,所以出烘房的張力FV T或FT不論相對值和絕對值都較高。但由于熱收縮的影響,其伸長率并不相應增高
圖中24為滑動聯軸器,安裝在后烘部分第一個烘筒上。當后烘張力過大時,第一個烘筒通過聯軸器打滑,速度減慢,避免影響預烘區的張力和伸長過大。這和預烘區使用無齒鏈輪有相似的作用,使上漿區到后烘區的張力與伸長逐步過渡銜接。
式(7—20)的右邊MR為常數項,為了與左邊紗片張力差FV T一FI T的增大相平衡,必須保持較大的鏈條張力差FI T一TO T。為此安裝有氣動液壓調節鏈條裝置2,以增大鏈條張力TI T。另一方面也要注意保持適當的TO T值,在機器運行中,有時會出現TO T過低,鏈條跳動的情況,要及時調節,保證正常運行。
3.預烘烘筒由有齒鏈輪傳動,后烘烘筒由無齒鏈輪傳動
以津田駒漿紗機為例,如圖7—5所示。
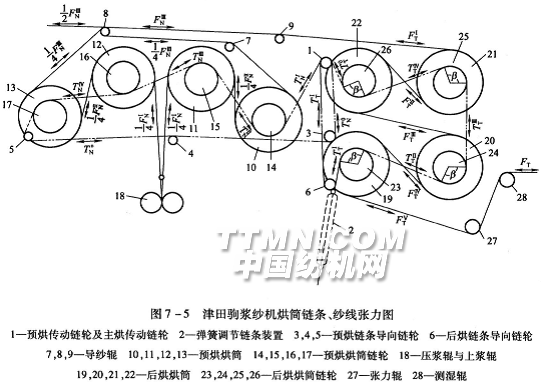
紗片從壓漿輥與上漿輥鉗口出來,經濕分絞棒分成兩片(雙漿槽共4片)分別繞過預烘烘筒11和12,再繞過預烘烘筒10和13,如前所述,可建立力矩平衡方程式:
由以上各式可見,預烘部分紗線和鏈條張力的變化并不集中在某一處位置,紗線張力的改變是由繞過烘筒兩側鏈條張力差決定的,是逐個疊加積累的。為了保持紗線張力穩定,一是裝配了烘筒制動盤和彈簧夾制動裝置,如第四章圖4-28所示。二是經計算機對Ac矢量電動機設定二擋傳動系數,使在Ⅱ速轉換為I速時,預烘烘筒與上漿輥之間的伸長比增大,紗線不致松弛。
后烘部分為無齒鏈輪摩擦傳動,鏈條包圍角β=0.67π,設摩擦系數f=O.08,則有:
津田駒漿紗機后烘部分的摩擦傳動是要通過鏈條張力既帶動烘筒,又帶動紗片;而祖克漿紗機預烘部分的摩擦傳動中,鏈條張力基本上是用于帶動烘筒,紗片張力要盡可能小,甚至幫助鏈條帶動烘筒,因而津田駒漿紗機后烘傳動的力矩平衡方程式如前所述:
式中,FI T為進入后烘區的紗片張力,實際上也就是兩個預烘區紗片張力的合
考慮到后烘區熱收縮的影響,慢速時紗線在烘燥區經歷的時間長,熱收縮較大,因而設定的傳動系數即伸長系數應較快速時小,實行I速、Ⅱ速伸長系數換擋,這對于均勻紗線伸長,減小傳動鏈條張力都是有利的。
4.預烘烘筒和后烘烘筒均為有齒鏈輪鏈條傳動。以及九單元傳動
預烘烘筒和后烘烘筒均為有齒鏈輪鏈條傳動,在較早的祖克S422型漿紗機上采用過[66],其預烘部分有齒鏈輪傳動因為沒有計算機控制,沒有變頻調速,不能實行I速、Ⅱ速傳動系數換擋,使慢速時壓漿輥到預烘烘筒之間紗片張力偏小,輥面容易粘紗且使紗片分層困難,故需要提高紗片的張力,采用分單元傳動速度換擋可解決此問題。后烘部分采用有齒鏈輪鏈條傳動,則在預烘與后烘之間需裝配摩擦盤傳動,使不同熱縮性
至于九單元傳動,即兩個預烘區和后烘區用3個電動機分別單獨傳動,由于有計算機、PLC、變頻器(或伺服驅動器)及旋轉編碼器等系統控制,可以針對不同品種、工藝合理設定,快捷調整,較為先進。目前已有卡爾·邁耶公司和祖克公司的九單元漿紗機投入工廠使用,對其電器質量要求較高,以保證其可靠性。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


