濕分絞分層裝置[27]
紗線在漿槽上漿后,在出漿槽的濕狀態進行分絞分層,接著分層烘燥。這對保證單根紗漿膜完整、毛羽貼服以及烘干后干分絞順利進行、減少分劈時的再生毛羽都有重要作用。新型漿紗機的“濕分絞、分層烘”成為主要工藝特色。按照紗線在漿槽經受壓漿力的方向以及漿槽與烘筒的相對位置不同,現有新型漿紗機濕分絞分層裝置可分為三種類型。
一、紗線經橫向壓漿,垂直上引
津田駒漿紗機的濕分絞裝置可作為代表,如圖3—56所示。紗線經過第二上漿輥7、第二壓漿輥8,受到橫向軋壓后,由箝口垂直向上,經濕分絞棒9分為二層,分別繞上烘筒10和ll進行分層預烘。分層以后,紗片在烘筒表面的覆蓋率比上漿時降低一半,因此紗線粘連減少,各自形成較完整的漿膜。由于紗線被光滑的濕分絞棒抹過,毛羽得以貼服。在干分絞處可以明顯看到濕分絞后開口清晰,再生毛羽少。
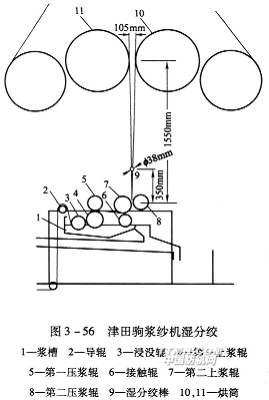
濕分絞棒對紗片進行劈分,會形成一定夾角(按圖中尺寸計算其夾角為6.2°),產生夾持力,加之紗片的運行、抹紗,必然在棒的表面粘連積漿。為此須使濕分絞棒以適當速度轉動,把積漿均勻鋪開。如圖3—57所示。
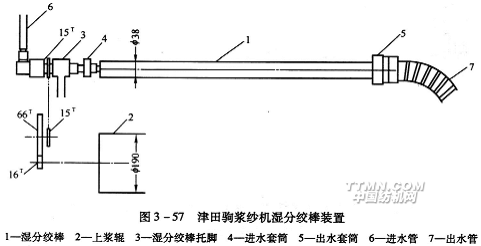
濕分絞棒1由上漿輥2經正齒輪16T/66T和鏈輪15T/15T傳動,濕分絞棒和上漿輥直徑分別為38mm和190mm,其速比為:
![]()
即濕分絞棒表面速度為漿紗速度的4.85%。但使用單根濕分絞棒時,其表面速度與兩邊紗層速度方向相反,速差不同。已有使用成對反向轉動的雙分絞棒,速差可完全一致。
其次,如圖3—57中所示,用冷水從一端通入濕分絞棒內腔,從另一端流出。由于漿槽環境溫濕度高,棒表面的空氣會凝結成露水,紗線從棒上通過時比較潤滑,不易積漿,即使有漿膜也不易干涸,可避免造成漿斑和斷頭。
津田駒漿紗機的濕分絞裝置中,濕分絞棒正處于漿槽上方,煮漿加溫水蒸氣不斷蒸發,水
二、紗線經豎向壓漿。斜向引出
祖克漿紗機的濕分絞裝置可作為代表,如圖3—58所示。
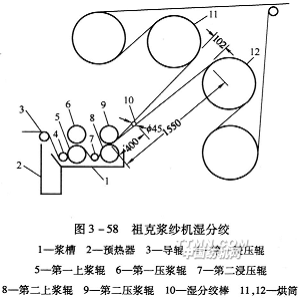
紗線在漿槽經第二壓漿輥和上漿輥豎向軋壓上漿后,斜向引出經濕分絞棒lO分為兩層分別引向上方的烘筒ll和前方的烘筒12,覆蓋率降低一半,再繞在烘筒表面烘燥。
按照圖中濕分絞棒安裝位置的幾何尺寸及濕分絞棒直徑45mm,可計算其夾角為6.45°,與津田駒漿紗機6.2°相近。
祖克漿紗機濕分絞裝置如圖3—59要是濕分絞棒轉速偏低且轉速不能隨漿紗機車速同步改變,保持適當的速差。
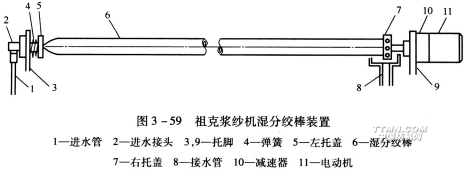
圖3—60所示為祖克漿紗機濕分絞傳動裝置的結構。
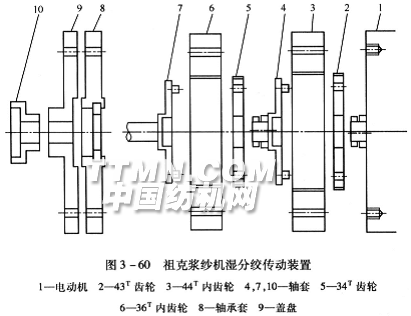
電動機l主軸上裝著偏心套筒和軸承,套裝43T齒輪2,與44T內齒輪3嚙合,使插入的軸套4減速輸出。同樣34T齒輪5、36T內齒輪6和軸套7產生第二級減速輸出,至軸套lO處濕分絞棒轉速實際測定僅3r/min左右。當漿紗機高速運轉時,濕分絞棒表面堆積漿液來不及鋪開,容易形成線狀漿條,影響正常運行。
為此,可將減速器中第二級傳動件34T齒輪5、36T內齒輪6、軸套7拿掉,僅用第一級傳動,按周轉輪系計算:
43T齒輪2為電動機轉速n2=1500r/min
44T內齒輪3為固定齒輪n3=0
軸套4轉速為n4,則:
![]()
-![]()
∴n4=-![]()
濕分絞棒表面線速:
πdn=3.14×45×34/1000=4.82m/min
漿紗線速度大體在40~100m/min;
則其速比為:4.82%~12.05%。
在經紗經豎向壓漿,斜向引出的相同位置安裝濕分絞裝置的另一代表機型是國內鄭州紡織機械股份有限公司生產的GA308型漿紗機[16]。
如圖3&#
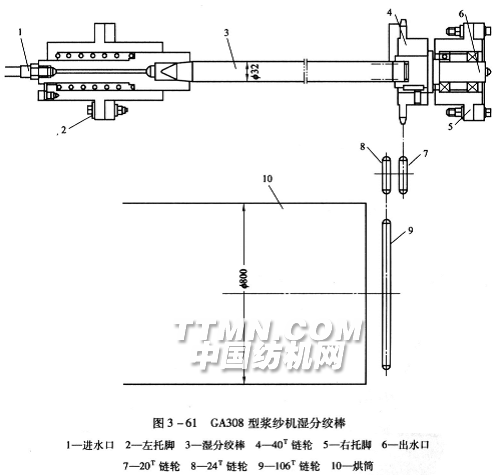
烘筒鏈輪9的傳動鏈條順便帶動24T鏈輪8,其同軸的20T鏈輪7帶動濕分絞棒傳動40T鏈輪。濕分絞棒和烘簡直徑分別為32mm和800mm,其速比為:
![]()
即濕分絞棒表面速度為漿紗速度的8.83%。
GA308型漿紗機濕分絞棒離壓漿輥箝口距離390mm,按其直徑32mm計算,分絞夾角為4.7°,分絞阻力較小,這與它的較高速比是相適應的。
現將以上三種漿紗機濕分絞棒的抹紗和勻漿情況歸納比較如下:
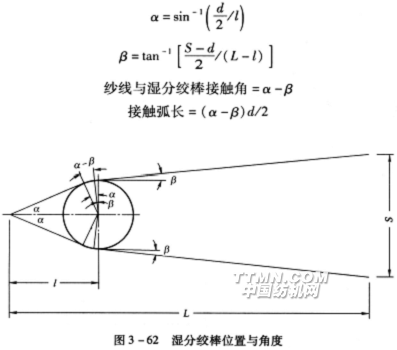
(1)分絞角度與抹紗力。如圖3—62所示,設濕分絞棒直徑為d,分絞夾角為2α,其中心距壓漿輥箝口為l,烘筒與紗線開始接觸點到壓漿輥箝口距離為L,烘筒間距為S。則由圖中各量的幾何關系可知:
三種典型漿紗機的數據如表3—3。
設紗線張力原來為![]() ,經濕分絞棒增到
,經濕分絞棒增到![]() ,按歐拉公式:=ef(α-β)
,按歐拉公式:=ef(α-β)![]() 。增大的來源即是濕分絞棒對漿紗的摩擦力,也就是抹紗力,所以:
。增大的來源即是濕分絞棒對漿紗的摩擦力,也就是抹紗力,所以:
![]()
式中漿紗張力![]() 是可變的,而系數ef(α-β)-1是不變的,現稱為抹紗系數。取f為0.15計算可得表3—3中數據,以供相對比較。
是可變的,而系數ef(α-β)-1是不變的,現稱為抹紗系數。取f為0.15計算可得表3—3中數據,以供相對比較。
表3—3三種典型漿紗機數據
機型 |
直徑d (mm) |
L (mm) |
L (mm) |
S (mm) |
α (°) |
β (°) |
接觸角 α-β (°) |
<前后張力比 eF(α-β) |
抹紗系數 eF(α-β)-1 |
|
津田駒HS20-Ⅱ |
38 |
350 |
1550 |
105 |
3.10 |
1.60 |
1.50 |
O.50 |
1.0039 |
O.0039 |
祖克S432 |
45 |
400 |
1550 |
102 |
3.22 |
1.42 |
1.80 |
O.7l |
1.0047 |
O.0047 |
GA308 |
32 |
390 |
1530 |
65 |
2.35 |
0.83 |
1.52 |
O.42 |
1.0040 |
0.0040 |
(2)傳動速比與勻漿長度,如表3—4所示。
表3—4三種典型漿紗機濕分絞棒傳動速比與勻漿長度
漿紗機型 |
濕分絞棒與漿紗 線速比(%) |
漿紗為濕分絞棒 線速度倍數 |
接觸弧長 (mm) |
接觸弧勻漿長度 (mm) |
津田駒HS20~Ⅱ型 |
4.83 |
20.6 |
0.50 |
l0.30 |
祖克S432型 |
4.82~12.05 |
8.30~20.7 |
0.7l |
5.90~14.70 |
鄭州紡機GA308型 |
8.83 |
11.3 |
0.42 |
4.75 |
注祖克漿紗機濕分絞棒按34r/min,漿紗速度按40~100m/min。
濕分絞棒的轉速應能與漿紗速度同步改變,線速比約5%-10%可保持適當勻漿長度。
濕分絞棒能否正常工作的關鍵問題是環境溫度和內腔通水溫度、流量。老式熱風漿紗機 烘房能把高溫區與濕分絞裝置隔開,普通非高架烘筒漿紗機的烘筒離濕分絞裝置也較遠,濕 分絞棒只要有適當的速度轉動,即可均勻抹漿。
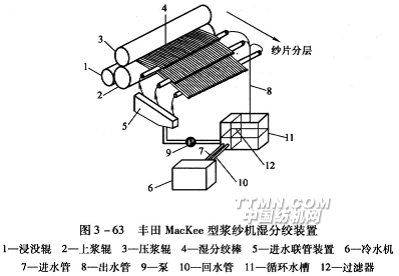
新型漿紗機注重通水溫度、流量。圖3—63為豐田。MacKee型漿紗機的濕分絞裝置,配 置專用的冷水機,溫度可保持在10℃以下。由冷水機6經進水管7、泵9將冷水送入進水聯 管裝置5,分別通入三根濕分絞棒。棒的表面凝結充裕的露水,從漿槽壓漿輥軋壓出來的紗 片經三根濕分絞棒分為三層運行毫無困難。從濕分絞棒另一端流出的水經出水管8進入循環水槽11,經過濾器12濾清后由回水管10回到冷水機,制冷降溫后重新經進水管7輸出,供再利用。
三、紗線經豎向壓漿,轉向上引
如圖3—64為貝林格漿紗機的濕分絞裝置。紗片在漿槽經第二道壓漿輥和上漿輥軋壓后,用絞線分為上下兩片,繞過導紗烘筒10和11,轉向上引至烘筒12和13,覆蓋率降低一半,再分層烘燥。
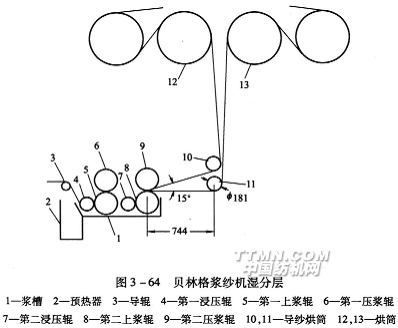
導紗烘筒10和ll為Φ181mm的小烘筒,結構與大烘筒一樣,有旋轉進汽頭,虹吸排水器及溫控裝置,表面噴涂聚四氟乙烯防粘材料,軸端裝有滾動軸承。因此紗線繞過時沒有滑移和粘連,且有熨燙作用,有利于貼服毛羽、形成漿膜。
兩個導紗烘筒離漿槽較近,二者間距形成15°開口角,而其他漿紗機紗片未用濕分絞棒直接上烘筒時距離遠、開口角小、張力小(尤其是慢速時),紗片必須從撕扯
另外,在導紗烘筒10軸頭裝有PD2535型測力傳感器,可調控濕分層張力及整個濕區張力。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


