漿槽的結構和作用
一、漿槽的構造和漿液循環加熱
漿槽為貯存漿液并進行上漿運作的部分。新型漿紗機的漿槽大體如圖3—1所示,其盛漿部分為不銹鋼板制造的中空夾層容器。其前后部分深度不同,分別為主漿槽和預熱器。支撐在整塊厚鋼板(厚30mm)制成的左右墻板和槽鋼橫撐構成的機架上。
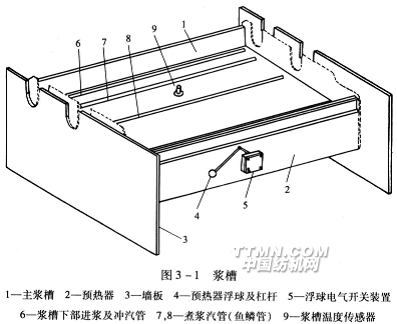
墻板與主漿槽之間,左右兩側均留有一定空隙,用于安裝壓漿輥、浸沒輥等部件的加壓汽缸和杠桿裝置。墻板外側又加裝柜式罩殼。從紗片行進方向看,墻板左側為控制柜,安裝蒸汽管路、氣動和電氣裝置。右側為傳動柜,安裝傳動裝置。
1.祖克漿紗機
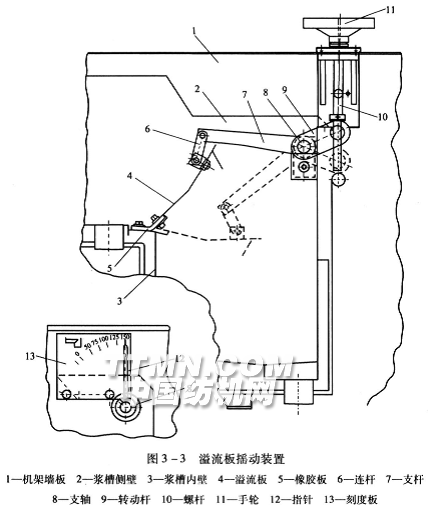
圖3—2為祖克漿紗機SD—c型漿槽,其主體部分在前方,是執行上漿的部位。后方作為輸入漿液,進行預熱和漿液循環之用,故稱為預熱器或循環漿箱。但兩部分實際連為一體,中間僅用搖動活板3隔開。搖動活板按其功能稱為溢流板,其搖動裝置如圖3—3所示。溢流板4借橡膠板5作鉸鏈,安裝在主漿槽底板后沿。其上部連接著連桿6、支桿7、支軸8。支軸8上又裝有轉動桿9。當轉動手輪ll時,螺桿10即令轉動桿轉動,通過支軸、支桿、連桿使溢流板4搖動。支軸上安裝的指針12即在刻度板13上指示主漿槽漿液面的高度,最大值為150mm,相當于200mm幅寬漿紗機的漿槽最大容積為150L。
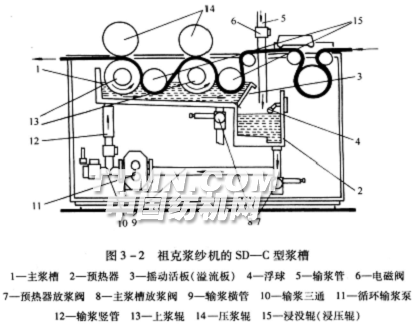
從圖3—2看,由調漿桶送出的漿液經輸漿管5和電磁閥6流入預熱器,再從預熱器下部經輸漿橫管9由循環輸漿泵11抽吸,從輸漿豎管12進入主漿槽1的前部。當漿液盛滿時,即經后方溢流板上沿呈瀑布狀流回到預熱器2,完成漿液循環。主漿槽平底從前到后向下傾斜約35mm,也有助于漿液流瀉和清潔。由于紗片經過漿槽上漿會帶走一部分漿液,所以回流到預熱器的漿液必定少于預熱器送出的漿液量。這時安裝在預熱器中的浮球就會隨著液面下降。浮球杠桿的支軸轉動通過預熱器外的電器盒,操縱限位開
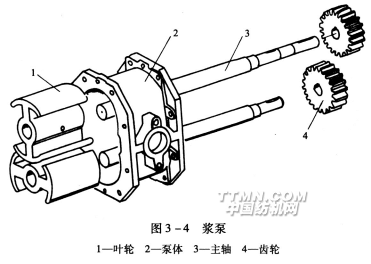
保持漿液循環的主要裝置是循環輸漿泵。祖克漿紗機配置的高效漿泵如圖3—4所示,由一對特殊形狀的葉輪組成,兩片相位錯開90°排列,用一對正齒輪傳動。動力來自于專用電動機,1.1kw,轉速1300r/min,配有減速器,使漿泵主軸速度能達到193r/min。循環漿泵能夠確保輸漿量較耗漿量高出30%以上。
還應指出,在SD—C漿槽中漿液流動的方向向后,而紗片運行方向向前,這種逆向運行的相互作用對漿液向紗線浸潤和貼服毛羽也比較有益。
漿槽中漿液由蒸汽加熱,如圖3—5所示,包括兩個系統。
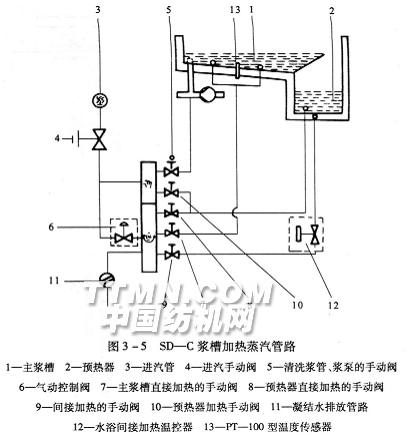
(1)直接加熱。從車間蒸汽分配器(分汽缸)接入的蒸汽(壓力為O.05~0.35MPa),經進汽手動閥4和氣動控制閥6后,再經主漿槽和預熱器直接加熱的手動閥7和8,直接通入主漿槽1和預熱器2,由魚鱗管的小孔噴射到漿液中加熱。
在漿槽底部中心插入PT—lOO型溫度傳感器13,檢測漿液溫度的電信號傳遞至車前計算機,與設定溫度比較運算,由PLC控制氣電轉換器、氣動控制閥6,調整進汽量,使漿液溫度達到標準。
(2)間接加熱。圖3—5中,經間接加熱的手動閥9和水浴間接加熱溫控器12,蒸汽進入預熱器夾層內,通過水浴作用加熱預熱器和主漿槽中的漿液。間接加熱溫度不能太高,否則將會在漿槽壁上造成結漿皮,既影響夾層導熱,又會產生漿斑。適宜的夾層水溫約為80℃,可保持漿液溫度70℃。
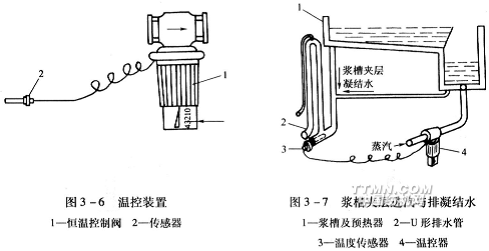
如圖3—6所示的溫控裝置,實際上是一種恒溫斷流裝置,通常校正在數字3所標的位置,當其連接的溫度傳感器檢測值高于80℃,即終止蒸汽繼續通入。圖3—7所示為間接加熱凝結水管連接情況,夾層蒸汽加熱的凝結水通向U形排水管2,溫度傳感器3即
2.貝林格漿紗機
圖3—8為貝林格漿紗機TKD型漿槽。主漿槽位于前方,預熱器在后方,兩者連成一體,不銹鋼板夾層結構。漿液首先輸入預熱器2,經輸漿橫管3,循環漿泵4,輸漿豎管5,從主漿槽前壁輸入,在前高后低的平底漿槽中與上漿紗線運行方向相反,到可調高度的搖動后壁溢流,呈瀑布狀回流到預熱器中,不斷地補充漿液,不停地進行循環。主漿槽容積150L。
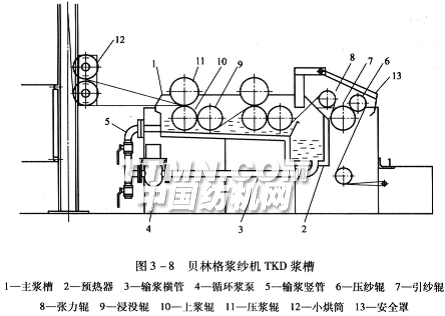
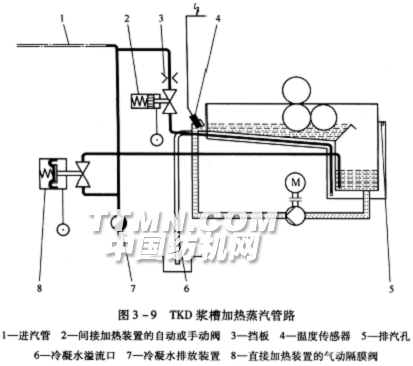
圖3—9所示貝林格TKD漿槽也有蒸汽直接加熱和間接加熱兩個管路系統,直接加熱由直接加熱裝置的氣動隔膜閥自動控溫。間接加熱可采用自動控制,也可以手動調節。為了保證夾壁蒸汽暢通,在其末端留有排氣孔,在前方設置冷凝水的溢流口流向水溝。
3.卡爾·邁耶漿紗機
圖3-lO為卡爾·邁耶·羅塔爾漿紗機的MPD型漿槽。在預熱器底部裝有網籃式大過濾網4,可以防止進入預熱器的新漿或主漿槽回流的循環漿中的雜質、回絲流入輸漿管,堵塞輸漿泵以及造成漿污、漿斑。
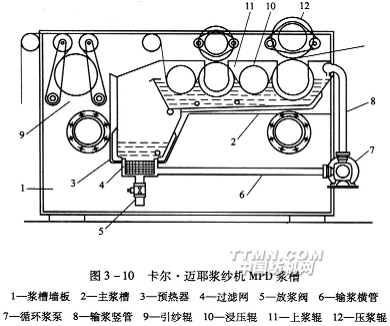
漿液由預熱器下部經由輸漿橫管6、循環漿泵7、輸漿豎管8,通過漿槽上沿的漿液噴淋管將漿液注入漿槽。漿液噴淋管兩端原為封閉式,使用時也可把噴淋管兩端打通,漿液同時從兩端溢出,能消除漿液靜止死角,防止結皮漿斑疵布[20]。
MPD型漿槽也具有兩個蒸汽加熱系統,一是通過漿槽中的魚鱗管,直接噴射蒸汽,加熱漿液。二是蒸汽通人漿槽夾層中的汽管,通過夾層中的水溫間接加熱,兩個系統均有溫控裝置。
4.GA308型漿紗機
圖3—1l為國內鄭州紡織機械公司生產的GA308型漿紗機的新型漿槽,主漿槽與預熱器連為一體,系夾層結構,內外層均為不銹鋼制造,夾層內填充保溫材料。主漿槽容積為180L,漿液面高度可用手輪調節溢流板角度而改變。漿槽內有4根魚鱗管,蒸汽直接加熱,溫度采用PID控制型
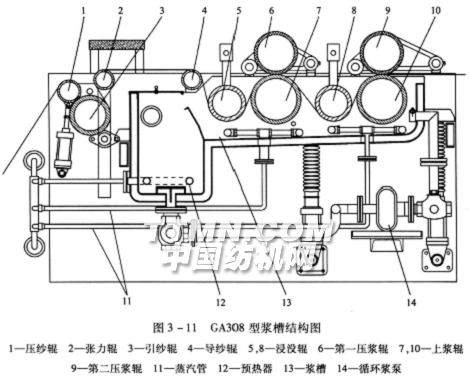
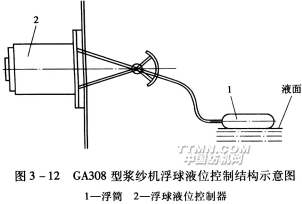
預熱器容量為210L,液面采用浮球控制,如圖3—12。
預熱器裝有2根魚鱗管,蒸汽直接加熱。可以采用提高漿液預熱溫度,降低主漿槽加熱強度,避免漿液沸騰、飛濺,減少漿斑和漿皮給清潔、設備保養工作帶來的問題。
該漿槽選用大流量、低揚程的循環漿泵來充分滿足漿液快速循環。
總之,國外新型漿紗機在高速運轉時,由于漿槽容積偏小及蒸汽加熱強度不夠,使漿液溫度難以達到國內高溫上漿的工藝要求。鑒于此,GA308型漿槽采取了上述有效的改進措施。
5.津田駒HS20一Ⅱ型漿紗機
國內使用較多的津田駒HS20一Ⅱ型漿紗機的漿槽如圖3—13所示。
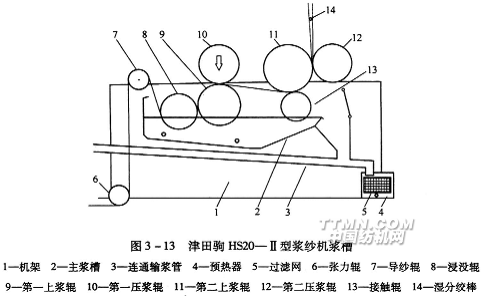
津田駒漿紗機的漿槽結構與其他新型漿紗機均不相同。其主漿槽與預熱器是分開的,雙漿槽共用一個預熱器,用連通輸漿管3連接,以保證雙漿槽的漿液完全一致。預熱器安放在主漿槽前方、機架外側。由電磁閥輸入新漿,通過三點式電極或壓差式汽管控制漿液面高低。由輸漿泵把漿液打入漿槽內。主漿槽液面流向與紗片運行方向相同,但也仍有速差可以利用其貼服毛羽。
預熱器中安放有超大過濾網籃,長、寬、高分別為38cm×25cm×25cm,網眼為2mm×2mm,就是利用網眼細而面積大的特點,既能濾清循環漿液中的飛花和漿渣,又不致造成堵塞。這是一般粗孔小型過濾器所不及的。
由于實際生產中循環漿液的飛花和漿渣出現較多,這里有必要介紹津田駒漿紗設備中采用的一種并不復雜的旋轉過濾裝置,如圖3一14所示。
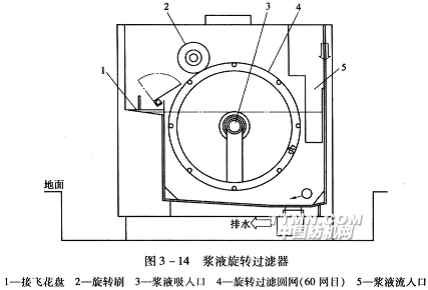
漿液從漿液流入口5流入,經旋轉過濾圓網4進入內部,其中的飛花、漿渣受阻積存在圓網表面,隨之旋轉到旋轉刷2處即被掃掉,順斜板落入接飛花盤1中。而進入圓網內的清潔漿液從漿液吸入口3由漿泵抽到漿槽中回用。
津田駒漿紗機的漿槽也是雙層結構,具有蒸汽直
二、引紗裝置和作用
引紗裝置位于漿槽后方的人口,其作用如下:
(1)使經軸退繞出來的紗片經過合并和張力調整積極地喂人漿槽,而不致消極地在漿槽潤濕狀態被上漿輥拖入,造成伸長過大。
(2)進一步對引紗輥與上漿輥之間的張力進行檢測和調節,使上漿時紗片張力更適當。
(3)測算送人上漿的紗片長度,以便與上漿烘干后的長度比較,計算伸長率并及時調節。
以祖克漿紗機為例,其引紗裝置如圖3一15所示。
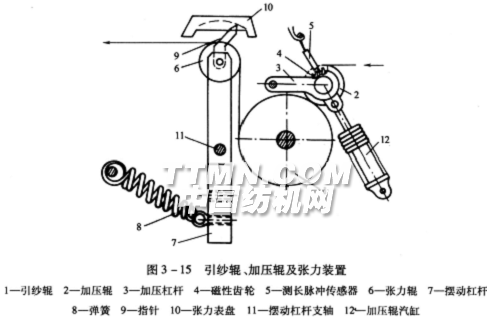
圖3一15中引紗輥具有硬橡膠包覆的表面,對紗片握持力強。其直徑與機前拖引輥一致(S系列均為212mm)。2為加壓輥裝于有支點的加壓杠桿3的頭端,通過重力緊壓在引紗輥表面,并可由加壓輥汽缸12的活塞推力脫離引紗輥。紗片繞過加壓輥及引紗輥后,具有很大的壓力和包圍角,因而能拖動后方紗片,并且引入和送出的紗片具有不同的張力,為分段調控張力創造條件。
圖3—15中張力輥裝于擺動杠桿7上端。在擺動杠桿支軸11下端有兩處螺孔,可供安裝不同彈力的彈簧,從而使繞過張力輥的紗片擺動的角度不同,以適應各種紗號、頭份的品種使用。擺動杠桿頭端裝有指針9,擺動時可在有刻度的張力表盤10上指示引紗輥到上漿輥區間紗片的張力,即喂入張力。祖克新型的S432型漿紗機的擺動杠桿支軸11上裝有旋轉電位計,張力變化引起電位計的角位移,信號反饋到計算機與設定值比較,通過PLc和變頻器改變引紗輥電動機速度,使張力重新恢復到設定標準。
由于加壓輥與引紗輥緊壓接觸,線速度一致。裝于加壓輥頭端的磁性齒輪4轉動時對測長脈沖傳感器5產生頻率響應,將脈沖信號送人車頭計長裝置,即能計量引紗輥送入的紗片長度,進而與車前拖引輥卷入的紗片長度比較,計算處理可得出漿紗伸長率。新型S432又改變這種磁性齒輪與脈沖傳感器作用的計長方式,采用引紗輥傳動電動機同軸的旋轉編碼器與PLc的反饋
圖3—8、圖3—10、圖3一ll所示貝林格、卡爾·邁耶、GA308型漿紗機的引紗裝置以及其他新型漿紗機的引紗裝置都很相似。這種由引紗輥、加壓輥和張力調節輥組成的三輥式牽引裝置,已成為漿紗機結構的經典型式。
但是唯獨津田駒HS20一Ⅱ型漿紗機沒有設置引紗裝置,如圖3—13所示,紗線從經軸架退繞出來僅僅經過張力輥6和導紗輥7就直接進入漿槽上漿,顯然其退繞張力和喂入張力合二為一,而不可能分段調控。表3—1是根據專題研究[21]的對比測試資料。
表3—1經紗進漿槽前單紗張力測試單位:0.98cN
產品種類 |
津田駒HS20-Ⅱ型 |
祖克S432型 |
|
進引紗裝置以前 |
出引紗裝置以后 |
||
JCl4.6tex(40英支) |
9.89 |
10.15 |
3.17 |
T/C65/3513tex(45英支) |
9.27 |
10.01 |
5.28 |
注1.純棉漿紗速度:HS20一Ⅱ型35m/min,S432型55m/min。
2.滌/棉漿紗速度:HS20一Ⅱ型45m/min,S432型75m/min。
該研究報告表明,采用引紗裝置的漿槽,紗線可以達到較低的喂入張力,并不出現紗線松弛、橫動及紊亂現象,因為仍然是在有張力狀態下進入漿槽的。
紗線進入漿槽張力較大,對于保持紗片排列均勻有一定作用,但紗線張力必須適度。生產中HS20一Ⅱ型漿紗機的減伸率一般要比其他新型漿紗機要大一些。
新近推出的HS30型、HS40型均已配備三輥式引紗裝置,如圖3—1
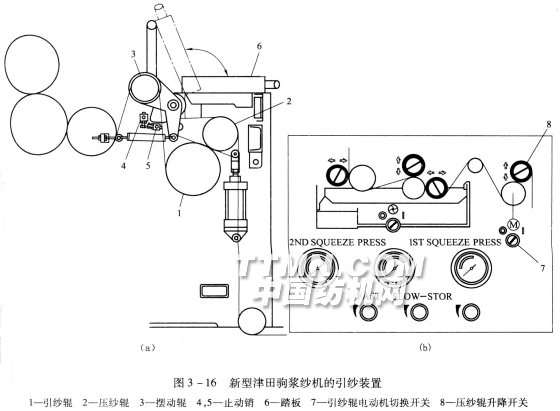
圖3一16(a)為引紗裝置結構示意,圖3—16(b)為漿槽側面的開關示意。引紗輥1用AC矢量電動機傳動,引紗輥電動機切換開關7轉向OFF即可脫開傳動。壓紗輥2通過自重加壓,可由壓紗輥升降開關8提升。擺動輥3用于吸收加減速時紗片張力的波動,其下部有彈簧提供適當的張力。兩止動銷4限制擺動輥的擺動范圍。踏板6用于處理漿槽操作。起機帶頭及處理纏紗時,限位開關控制慢車運行。
三、浸壓裝置和作用
從以上各種漿槽結構圖中可知,紗片繞過引紗裝置的張力輥后,一般再繞過一根導紗輥(貝林格漿槽圖3—8中未用此導紗輥)即正式進入漿槽。在漿槽中,首先接觸的部件是浸沒(壓)輥,接著通過第一對上漿輥/壓漿輥后再與第二根浸沒(壓)輥接觸,然后進入第二對上漿輥/壓漿輥。浸沒(壓)輥的作用有兩個。
(1)決定紗片浸入漿液的深度。在正常的漿槽盛漿高度時,浸沒輥下降越多則紗片浸入漿液越深,則浸漿長度越長。在一定速度時,浸漿時間也越長。在一定溫度、濃度、黏度的漿液中,浸漿時間越長,紗線的毛細作用使漿液浸潤越深,吸漿越多。這階段稱為浸潤上漿階段,顯然是很必要的。
(2)在漿液中對紗片進行擠壓,即讓浸沒輥對上漿輥施行側向加壓,使紗片在壓力作用下更好地吸漿,使浸透程度更深。這是新型漿紗機具備的一個重要作用。
浸沒(壓)輥一般均采用無縫鋼管制造,外包丁腈橡膠,硬度為邵氏A型硬度75,長度與上漿輥相等,祖克漿紗機的浸沒輥外徑為180mm,貝林格漿紗機為188mm,西點漿紗機為165mm。
圖3—17為祖克漿紗機浸壓輥的升降機構。
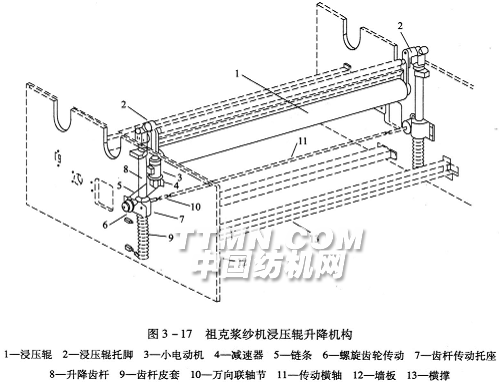
在漿槽左側墻板上安裝的小電動機(0.55kw,1300r/min,每漿槽兩套浸壓裝置用2個小電動機)經減速器4減速,傳動鏈輪、鏈條5,再經過螺旋齒輪6、齒桿傳動托座7內的齒桿套,從而產生升降齒桿8的升降運動。齒桿下部有齒桿皮套
貝林格漿紗機具有相似的機構,通過電動機來實現浸壓輥的升降。GA308型和其他國產新型漿紗機除了利用齒條電動升降以外,同時還配有手動調節輪,必要時采用手動升降。津田駒HS20一Ⅱ型則靠手柄帶動齒條升降。
圖3一18為祖克漿紗機浸壓輥的加壓機構,(a)為安裝在漿槽墻板上的方位圖,(b)為其結構。固定在浸壓輥托腳l上的壓桿2下部通過連接叉3、圓銷4與加壓汽缸9的活塞桿相連接。加壓汽缸9的另一端則由汽缸支軸10連接在墻板上。當汽缸接受指令通入壓縮空氣時,活塞桿即拉動壓桿2,使浸壓輥托腳l向前擺動,使安裝在托腳下方掛腳中的浸壓輥對上漿輥進行側向加壓。此時受到螺母、墊圈加壓的彈簧7的壓縮,待汽缸不再通人壓縮空氣時,彈簧即恢復原有長度,推動壓桿2,使浸壓輥與上漿輥脫開。皮套8則起清潔保護作用。
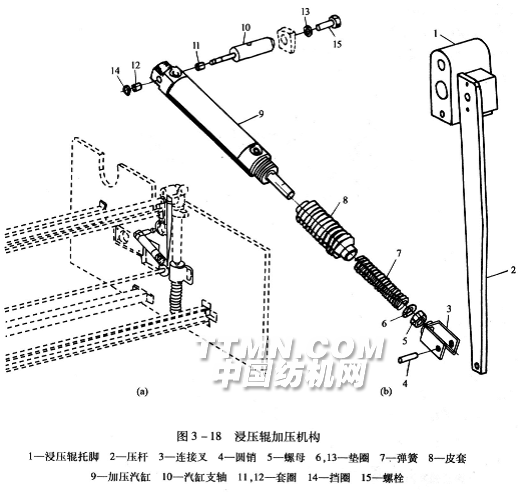
祖克漿紗機最大側壓力為4kN,國產GA308型、GA338型最大側壓為3kN。貝林格漿紗機浸沒輥只要下降到漿液中,即通過彈力自行與上漿輥緊貼,不需另行施加側壓。應該指出,施加側壓后浸沒輥由上漿輥帶動旋轉,而不是由紗片帶動旋轉,可避免增加額外的張力,這是上漿的基本要求。
四、壓漿裝置和作用
1.壓漿輥和上漿輥的軋壓作用[22]
如漿槽結構圖所示,紗片通過浸壓輥后即進入壓漿輥和上漿輥的軋壓區。
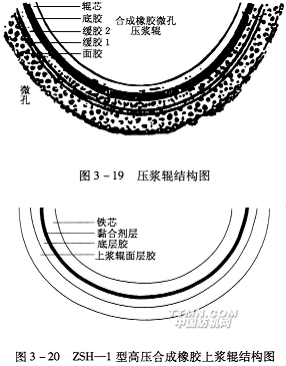
壓漿輥是在無縫鋼管上采用壓力熱黏合方法包覆橡膠,然后進行研磨而成。如圖3—19所示。為了提高黏結牢度,不起泡、不變形,包繞底膠和緩沖膠層,厚度約5mm。表層橡膠厚度為20mm,要求能在高溫漿液中長期浸泡而不變形,并具有耐酸堿的特性。一般采用丁
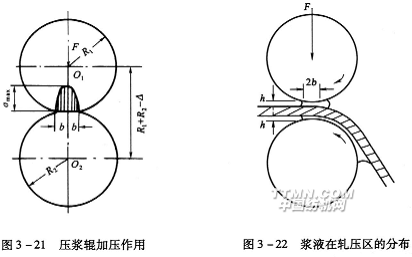
壓漿輥與上漿輥成對組合,由上漿輥摩擦傳動,如圖3—21所示。按照彈性力學關于“半平面體在邊界上受法向分布力”的分析,壓漿輥O1與上漿輥O2受壓漿力F作用時,由于彈性變形,兩輥中心距將縮短△,接觸部分由線接觸變為面接觸。接觸面作用寬度為26,接觸應力按橢圓分布。計算寬度26和壓縮量△的公式為:
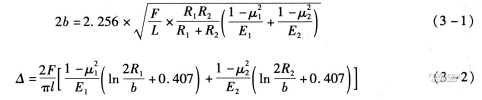
式中:l——壓漿輥、上漿輥長度;
R1、R2——壓漿輥、上漿輥的半徑;
μ1、μ2——泊松系數,橡膠材料可取0.47;.
E1、E2——彈性模量,可由其硬度推算;
F——壓漿力。
由式(3-1)可導出平均壓強σ的計算式(3—3):

因式(3—3)中其余均為常數,所以:
![]()
即平均壓強與壓漿力的平方根成正比。也就是說,當壓漿力增加時,盡管擠壓寬度增大,但壓強還是增加的。故常用增減壓漿力來調節上漿率的大小。
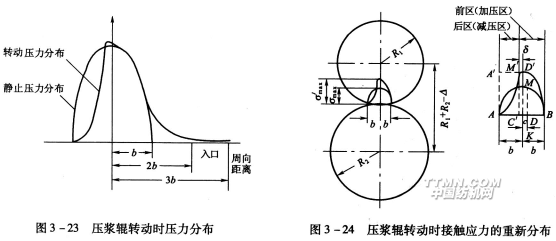
當開車運轉時,上漿輥的轉動會把漿液從漿槽中帶入軋壓區,如圖3—22所示。設壓漿力為F,上漿輥表面的線速度為ν,擠壓區寬度為26,則在擠壓區入口處上漿輥表面帶有的漿液、壓漿輥表層或微孔中擠壓出來的漿液以及紗線本身帶有的漿液相互混合。其中一部分隨紗線進入擠壓區,參與擠壓,在軋壓區中,紗線除內部浸透了部分漿液外,
![]()
式中:ι——壓漿輥工作幅寬;
η——漿液黏度;
K——常數。
紗線需要通過帶入的漿液進行軋壓上漿,所以漿液黏度η和速度ν必須達到一定水平,并與一定的壓漿力F相配合,才能形成適當的漿液厚度h,為適量上漿創造條件。
根據彈性流體動力學,當上漿輥轉動時,壓漿輥對上漿輥的壓力由靜止時的赫芝橢圓分布改變為圖3—23所示的不對稱分布曲線。曲線分為前后兩段,前區這一段與橢圓曲線相近(但其起點入口處有少許壓力沿著上漿輥周向延伸到36距離),后區這一段變為陡峭的凹形曲線,為了計算簡便,以下用反向橢圓曲線表示。
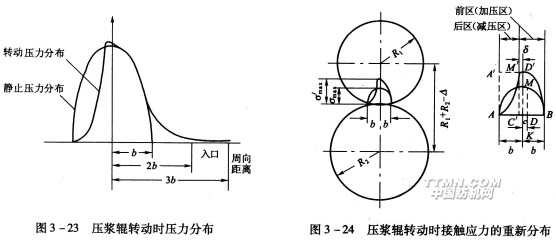
如圖3—24所示,壓漿輥靜止時,壓強(接觸應力)總和可用以C點為中心的半橢圓面積AAMB表示,其半軸為b和σmax,σmax為最大壓強,總面積等于壓漿力:
![]()
壓漿輥轉動時,壓強分為加載和卸載不對稱曲線下的兩塊面積。接觸前區仍為橢圓形壓力分布,半軸為![]() 和,面積為AC′BM′,與原來中心點的偏離為δ。接觸后區變為凹形曲線的壓強分布,以保持壓力與滾動摩擦阻力平衡。以半軸
和,面積為AC′BM′,與原來中心點的偏離為δ。接觸后區變為凹形曲線的壓強分布,以保持壓力與滾動摩擦阻力平衡。以半軸![]() 的反置橢圓面積AAC′M′,表示接觸后區的壓強分布。
的反置橢圓面積AAC′M′,表示接觸后區的壓強分布。
![]()
![]() 為重新分布后的最大壓強
為重新分布后的最大壓強![]() ,壓強合力作用線與圖形的交點為D、D′,
,壓強合力作用線與圖形的交點為D、D′,![]() 前后的壓強分布面積應相等:
前后的壓強分布面積應相等:
![]()
可以近似地認為:

將式(3—10)、式(3一11)代入式(3—8),得:
![]()
根據滾動摩擦理論,滾動圓柱體壓力的合力作用線離開靜止時原有合力作用點C的距離K即是滾動摩擦系數,并且K≈b/4
![]()
這表明壓漿輥轉動后,最大壓強作用點C′落在靜止時的中心點c后方。從式(3-12)可以看出,當K>O.2856時,6為負值,即C′點移到C點前方。
將δ值代入式(3-lO)、式(3-11),再代入式(3—7),并與式(3—6)比較,得出:
![]()
即壓漿輥轉動時最大壓強為靜止時的1.5l倍。
C′前區平均壓強:
![]()
C′后區壓強分布圖形面積為:
![]()
∴C′后區平均壓強:
![]()
由式(3—13)~式(3-16)表明,根據靜態時的壓漿力和產生的擠壓寬度,即可得出動態時前后區的不同寬度和不同的壓強分布以及壓強出現的峰值情況。現以不同的彈性模量,即不同硬度的壓漿輥應用時,模擬的示意圖3—25進一步做出以下分析:
(1)硬度偏低的壓漿輥,其整個擠壓區寬度大,壓強平均值小。運轉時前區平均壓強……小,因而使漿液壓入紗線的作用較輕。后區減壓時因平均壓強![]() 更小,使漿液從紗線中擠出少,保留較多。所以全過程浸漿緩和均勻,浸透率高。又因擠壓寬度2b′′′和壓縮量△′′′較大,彈性回復多,紗線表面附著漿液被壓漿輥抹去帶走較多,被覆率較低,被覆率與浸透率的比值較低。上漿率稍有偏低時,常會引起起毛起球。
更小,使漿液從紗線中擠出少,保留較多。所以全過程浸漿緩和均勻,浸透率高。又因擠壓寬度2b′′′和壓縮量△′′′較大,彈性回復多,紗線表面附著漿液被壓漿輥抹去帶走較多,被覆率較低,被覆率與浸透率的比值較低。上漿率稍有偏低時,常會引起起毛起球。
(2)硬度偏高的壓漿輥,其整個擠壓區寬度小,壓強平均值大。運轉時前區壓強大![]() ,因而漿液壓入紗線的作用力大。后區減壓時平均壓強
,因而漿液壓入紗線的作用力大。后區減壓時平均壓強![]() 較大,使漿液擠出較多而保留少,所以全過程浸壓劇烈而浸透率并不高。又因擠壓寬度26′和壓縮量△′小,彈性回復少,第二次分配時紗線表面漿液被壓漿輥帶走量少,被覆率高,被覆
較大,使漿液擠出較多而保留少,所以全過程浸壓劇烈而浸透率并不高。又因擠壓寬度26′和壓縮量△′小,彈性回復少,第二次分配時紗線表面漿液被壓漿輥帶走量少,被覆率高,被覆
(3)硬度適中的壓漿輥,其整個擠壓區寬度適中,壓強平均值適中。運轉時前區壓強![]() 適度,有足夠漿液壓入紗線。后區減壓時平均壓強
適度,有足夠漿液壓入紗線。后區減壓時平均壓強![]() 減小,漿液擠出適量,并有適量保留,浸透率不低。又因擠壓寬度2b′′和壓縮量△′′適當,彈性回復適當,第二次分配時紗線表面漿液被壓漿輥帶走適量,被覆率與浸透率的比值符合要求。當上漿率適中時,既不起毛起球,也無太多落漿、落物。
減小,漿液擠出適量,并有適量保留,浸透率不低。又因擠壓寬度2b′′和壓縮量△′′適當,彈性回復適當,第二次分配時紗線表面漿液被壓漿輥帶走適量,被覆率與浸透率的比值符合要求。當上漿率適中時,既不起毛起球,也無太多落漿、落物。
總之,紗線通過壓漿前后區時,漿液進行二次分配,達到浸透與被覆各占不同比例的上漿。
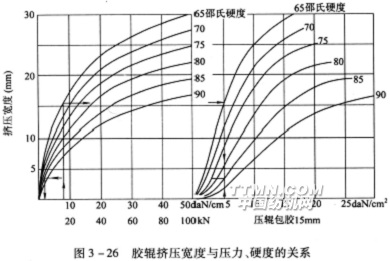
從上述分析中可知壓漿力、壓漿輥的硬度(至于上漿輥的硬度,因為是不銹鋼或邵氏A型硬度95°以上的硬橡膠包覆,其變形相對較小,可不予考慮)和擠壓寬度是三個關聯的參數。圖3—26提供的數據可作參考[15]。
關于軋壓區寬度的檢測,貝林格公司推薦專用的壓輥檢查條或者采用夾在兩層紙之間的復寫紙。使用時抬起壓漿輥,在上漿輥上放人壓印紙,在壓漿輥加上最大實際工作壓力或者分級加載,讓壓漿力作用大約0.5—1min后將壓漿輥卸載并抬起。使壓漿輥轉動45°或90°,重復這個過程,然后測量各壓痕尺寸,如圖3—27所示[18]。
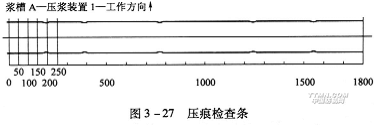
在壓印紙上注明前進方向、漿槽和壓漿裝置的號碼。每隔5cm測量一下壓痕的寬度,將測量值填入一個圖表,如圖3—28所示。
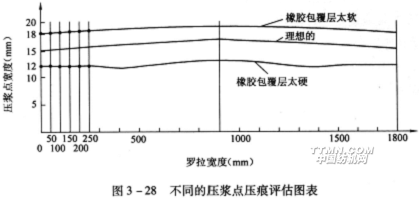
各種新型漿紗機常用的壓痕范圍大體在10~18mm,貝林格漿紗機推薦最好是15mm,中間部位的壓痕可稍寬,大約17mm,可以彌補壓漿輥加壓時中部壓力不足。
在檢查壓痕時可同時檢查壓漿輥表面硬度,采用邵氏A型硬度計在常溫20℃左右檢查。但漿槽通常在95℃高溫上漿,須注意壓漿輥硬
新型漿紗機漿槽軋輥直徑和硬度舉例如表3—2。
表3—2新型漿紗機漿槽軋輥直徑和硬度
項目 |
祖克 S432型 |
貝林格 Sizetic型 |
津田駒 HS20-Ⅱ型 |
鄭州紡機 GA308型 |
|
預 壓 漿 |
浸沒輥直徑(mm) |
180 |
188 |
170 |
180 |
浸沒輥硬度(邵氏A型硬度) |
75 |
75 |
70 |
75 |
|
上漿輥直徑(mm) |
240 |
200 |
200 |
248 |
|
上漿輥硬度(邵氏A型硬度) |
100 |
100 |
loo |
100 |
|
壓漿輥直徑(mm) |
209 |
250 |
190 |
215 |
|
壓漿輥硬度(邵氏A型硬度) |
65 |
75 |
65 |
75 |
|
主 壓 漿 |
浸沒輥直徑(mm) |
180 |
188 |
|
|
浸沒輥硬度(邵氏A型硬度) |
75 |
75 |
|
|
|
上二漿輥直徑(mm) |
240 |
200 |
230 |
248 |
|
上漿輥硬度(邵氏A型硬度) |
100 |
100 |
100 |
100 |
|
壓漿輥直徑(mm) |
209 |
225 |
190 |
215 |
|
壓漿輥硬度(邵氏A型硬度) |
80 |
75 |
65 |
75 |
|
接觸輥直徑(mm) |
|
|
140 |
|
|
接觸輥硬度(邵氏A型硬度) |
|
|
70 |
|
|
壓漿輥的表面有光面和微孔兩種。國外進口漿紗機大都配置微孔輥,其作用在于:
(1)微孔橡膠壓漿輥既能達到較高的硬度,又能減少多余的表面上漿。為了達到高壓、高擠壓強度,必須提高壓漿輥硬度。但高硬度壓漿輥在擠壓后回復快,如果沒有微孔吸漿作用,紗線表面保留的多余漿液便是一種浪費。
(2)利用微孔吸取貯存漿液,在需要時能釋放出漿液,補充供漿量,以彌補開慢車時上漿輥帶入軋壓區的漿液不足,緩解輕漿起毛問題。
(3)仔細觀察漿輥壓出的紗線,并未發現微孔吸出毛羽、增加3mm以上有害毛羽的現象。
貝林格漿紗機的壓漿輥的包覆層由含有石英珠和纖維的混合橡膠構成,在加工磨削包覆層時,石英珠脫落,出現許多在放大鏡下可以觀察到的小“湯匙”,這些小湯匙將漿液送進壓漿點并將多余的漿液從壓漿點帶走,實現均勻的上漿。包覆層面帶織物紋理的纖維阻礙經紗毛羽張開或糾纏,并且能減弱紗線對輥面的粘貼,使紗片離開漿槽從輥面“剝離”時不致產生毛羽。
總之,微孔橡膠壓漿輥是一種精細、嚴密的工藝部件,從原理上講是有利于上漿的。但在目前一般器材廠加工制造中,由于橡膠材質不致密,加工不精細,微孔輥面不易達到光輥表面那樣平整光滑。由于輥面粗糙,甚至呈現凸丘狀而影響毛羽。目前因為這個問題,避開使用微孔壓漿
2.壓漿裝置的結構
壓漿裝置的加壓機構,多數為豎式垂直加壓,如圖3—29所示。在漿槽左右墻板7上留有預、主上漿輥軸承孔8和9,供安裝上漿輥用。在其上方裝有加壓杠桿3和活塞桿4,杠桿中部留有預、主壓漿輥軸承孔1和2,供安裝壓漿輥用。杠桿后方支點固定在墻板上。杠桿前方用圓銷與活塞桿4相連,活塞桿上套著回復彈簧,外用皮套5保護。活塞汽缸下端固定在墻板上。當壓縮空氣從汽缸上端通人后,即通過加壓杠桿的移動和彈簧緩沖實現壓漿輥加壓。當壓縮空氣從汽缸下端通入釋壓后,活塞桿上的回復彈簧可平衡壓漿輥和杠桿的重力作用。
圖3—30為貝林格漿紗機的氣囊加壓裝置,采用特制的橡膠氣囊取代一般漿紗機傳統的活塞汽缸,實現無摩擦阻力、無滯后加壓。裝在機架上部的壓漿輥加壓杠桿通過連桿6與氣囊作用桿7連接。當主氣囊加壓時,即通過氣囊作用桿7、連桿6、加壓杠桿4達到所需要的壓漿力。輔助氣囊9則用以平衡壓漿輥和杠桿的重力。與傳統的汽缸相比,氣囊既沒有磨損、腐蝕,也沒有封口漏氣,具有相當優越性。
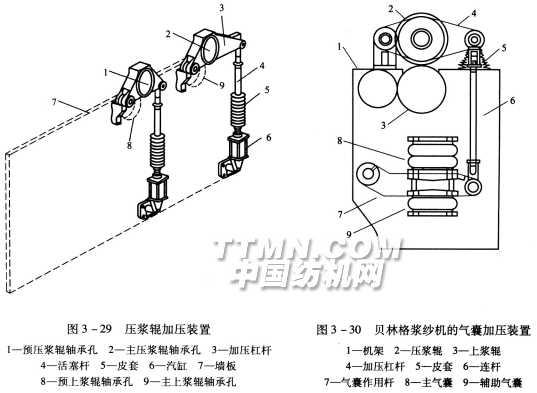
圖3—31為津田駒HS20一Ⅱ型漿紗機的漿槽加壓裝置。紗線由浸沒輥帶入漿槽液面下,經第一對上漿輥、壓漿輥軋壓上漿,其垂直加壓與一般漿紗機相似。加壓杠桿支軸5裝在機架上,汽缸進氣時推動活塞桿6帶動加壓杠桿使第一壓漿輥3產生壓漿力。
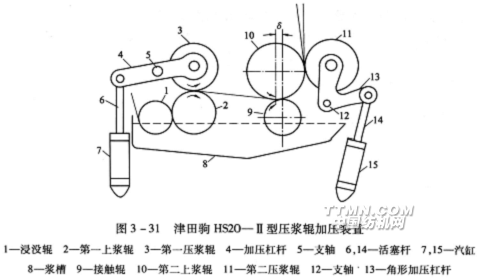
紗線進入第二道軋壓,首先經過接觸輥9傳送給第二上漿輥10帶上的楔形漿液中,軋壓時多余的漿液自行回流。由于接觸輥安裝在第二上漿輥下方偏前δ,因而軋壓前紗線已與上漿輥形成一小段包圍弧,有一定握持力,可以保證軋壓中紗線不會游移不勻。接著又包繞上漿輥進入第二壓漿輥的軋壓區。津田駒漿紗機的資料強調,這種壓輥配置方式,可以避免紗的側滾,一個漿槽可以最少漿500根紗,且紗能排列均勻。
第二道壓漿輥是橫向水
汽缸7和15均有回復彈簧,用以平衡壓漿輥和杠桿的重力作用。
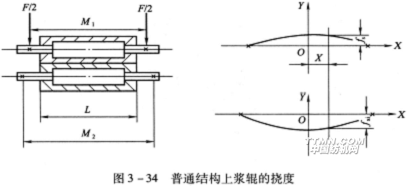
普通漿紗機通過加壓杠桿作用的壓漿力,作用在壓漿輥兩端的軸承上,形成雙支點梁,必然引起彎曲變形,造成壓漿輥中段拱起、中段壓強小于兩邊邊部壓強的分布不均現象,嚴重影響上漿率和回潮率的橫向不均勻。
美國格里芬(Griffin)父子有限公司制造的MMG系列漿槽,如圖3—32所示。由3只直徑25.4cm(10英寸)壓漿輥,并排平放在淺漿槽中。第一壓漿輥1用不銹鋼制,是固定位置。第二壓漿輥2表面包有橡膠層,可左右移動,第三壓漿輥3也是不銹鋼制,可以向第二壓漿輥移動加壓。從經軸架退繞的紗片先經過三輥式引紗裝置5,導紗輥6,在第一、第二壓漿輥之間第一次軋漿,再浸沒到漿液中繞過第二壓漿輥的下面,在第二、第三壓漿輥之間第二次軋漿后向上方引出。這種獨特的三壓輥設計,使壓漿輥的撓曲程度可降低一半,如圖3—33所示。傳統雙軋漿輥設備上,兩端加壓形成上下輥撓曲相反,撓度X大。在MMG漿槽中因為中間的橡膠壓漿輥兩面受力平衡,不會出現撓曲,因此使軋壓位之間撓曲程度降低,降低了紗片中間部分出現較大上漿率的可能。
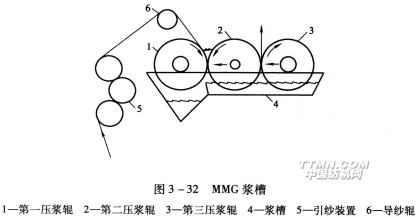
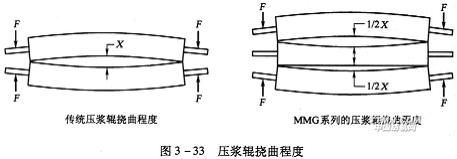
MMG漿槽因為體積小,漿紗垂直向上引出,使操作活動空間改進,特別適合多漿槽漿紗機。
隨著新型漿紗機高壓上漿的發展,必須采用中固式的均勻軋壓輥,下面對其設計與計算加以介紹[24]。
如圖3—34所示,上漿輥可看做兩端支撐的簡支梁,假定受均布載荷qxi,不計剪力對撓度影響,則最大撓度fxi根據材料力學應為:
![]()
式中:Eo、Jo——輥截面抗彎剛度。
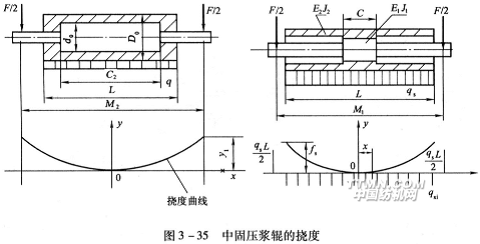
圖3—35所示為中固壓漿
![]()
其中

α和C/L在不同值組合下,中固輥有不同的撓度曲線,圖3—36中表示三種典型情況。
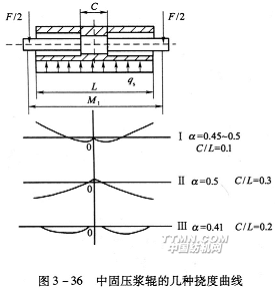
其中只有第1種情況輥兩端的彎曲方向與均布載荷方向相同。第Ⅱ、第Ⅲ種情況均相反,因此只能取第1種的組合值。
圖3—37中上軋輥(即壓漿輥)為中固輥,重量設為Gs;下軋輥(即上漿輥)為普通輥,重量設為Gxi;qF為一對軋輥的線壓力。
上下軋輥受力情況分別為:
qs=(F+Gs)/L (3~20)
gxi=(Gxi+F+Gs)/L (3—21)
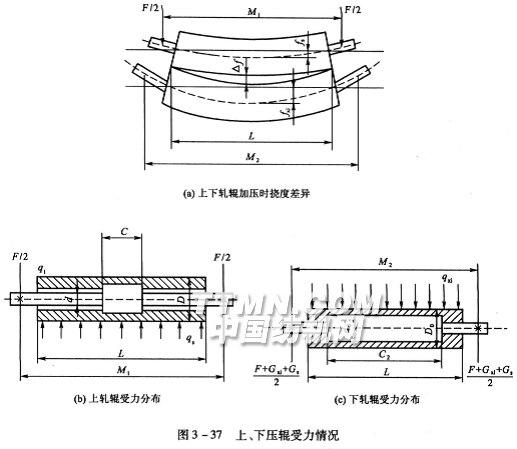
根據式(3—17)、式(3—18)、式(3-20)、式(3—21),上軋輥,即中固壓漿輥的最大撓度:
![]()
下軋輥,即上漿輥的最大撓度:
![]()
這對軋輥的最大相對變形:
![]()
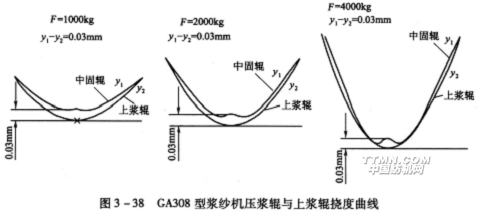
式中第三項在實際生產中是常數,如設計中使第一項與第二項相等,則△f即成為常數,而與壓力F的變化無關。若第一、第二項相等,則:

圖3—36已表明,當α=0.45—0.5,C/L=O.1時,中固壓漿輥與上漿輥變形曲線的走向一致,所以取中固長度C=0.1L,代入式(3—19)得:
![]()
聯解式(3—24)、式(3—25)可求得α值和β值,再代入式(3—23)求得中固輥的內徑d。
GA308型漿紗機的中固壓漿輥即是采用上述計算方法設計的。其M1=2250mm,M2=2430mm,L=1990mm,
祖克漿紗機、貝林格漿紗機以及國內其他新型漿紗機壓漿輥的中固長度分別為200mm、150mm或者在150~200mm之間。具體要根據材質彈性,結構尺寸以及配合的上漿輥數據,結合試用情況決定。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


